


01 MES设备管理任务模型
制造企业总是期望设备能够在计划生产的时间段内处于良好的运行状态,而在实践活动中,对设备的长时间可用与高度可靠性要求之间往往无法得到很好的平衡。设备作为制造企业先期投入的最重要生产资源,并不能持续为企业创造价值。
在MES模型中,设备划分为两类:直接创造生产的一级资源,即机器;机器使用的配套资源,如工装、刀具和加工程序等。
从使用的时间维度,设备管理可以分三个方面:
01计划层:控制未来(计划的)产能可用性,作为保证订单进程和制定时间表的先决条件(例如,在MES任务“生产调度”中),同时考虑到计划的维护活动。
02当前层:管理设备当前状态和当前排产,作为生产控制的先决条件。
03历史层:从历史数据中获得设备的使用情况,进行绩效分析和发现改进的潜力。
MES设备管理任务模型如图1所示。需要处理的输入信息包括人员信息、质量信息、排产要求和设备当前状态。如果需要工人操作或维护,就必须定义所需的工人数量和资质。某些设备(比如精密量具)必须符合特定的校准状态才可被操作,需要获得校准检验计划(来自MES任务“质量管理”)。排产结果(来自MES任务“工单管理”或“生产调度”,或来自ERP或人工排产结果)明确了设备的产能使用计划。采集设备在使用过程中的当前状态和设置,以用于设备评估。
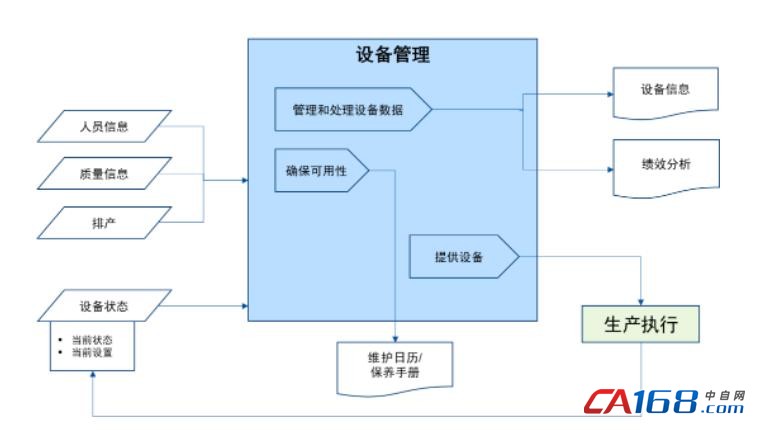
图1:MES设备管理任务模型
MES“设备管理”的主要功能包括管理和处理设备信息,通过合适的维保作业保证设备的技术可用性,为生产任务提供产能。
02管理和处理设备数据
管理所有随时间变化相关的的使用数据(例如,调度命令/操作),状态数据(反映实际状态)和维护相关的信息(例如,实际运行时间,达到的周期数)。主要包括:
01设备主数据,如资产编号、位置、尺寸、维护标准(工作时间、规则等);
02以时间为维度的产能可用性;
03设备在生产过程中的行为,例如,运输行为,可实现的设备特定性能;
这些数据是以带有时间戳的历史数据的形式管理所有交易数据。通常情况下,设备的状态和可能的状态转换是根据应用来定义的。为了充分利用过程管理的差异性和灵活性,能够管理设备组(如机床组)、设备分配(如机床分配)和设备层次(如复合工具、合作系统)。
03提供设备
确定哪台机器可以用于加工哪个工单或工序。为此,它考虑了所有相关的设备信息、技术备选方案以及设备状态之间的转换联系(如图2)
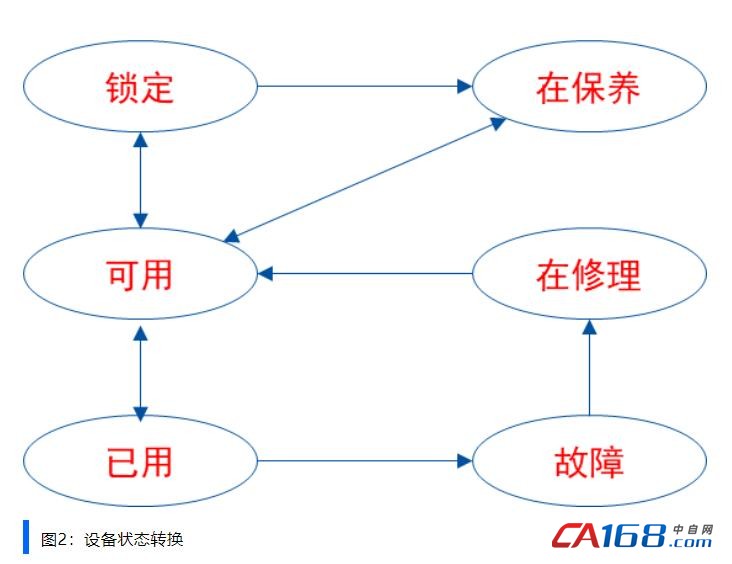
此外,在生产调度后还启动了设备准备过程,例如,通过生成准备清单,将要求传送到技术准备系统(例如,无人驾驶运输系统),或触发电子交付(例如,加载NC程序)。
04确保可用性
统计设备使用数据,如累计工作时间或加工数据量,可以建议维保项目或直接生产维保工单。当设备在生产中出现故障,则可以立即生产维修工单。
05设备管理需求规范
根据MES的“设备管理”功能的任务模型,制定的需求规范包括:机器绩效管理、维修保养管理和工装管理。
1、机器绩效
连接机器,自动采集机器数据
监控和分析机器停机时间
计算和汇报机器整机效率OEE(不同层面,设备、工作中心、成本中心、工厂)
若出现预定义的机器异常,能自动报警通知(消息窗口、LED、电子邮件)
2、维修保养
定义维护周期(按日历时间、开机时间、生产数量)
定义维保工艺模板(如工时、步骤、备件等)
自动或人工创建维修工单
设备维护日历看板
记录维保工时和备件消耗
评估维保绩效(MTTR等)
3、工装资源管理
定义工装
预留、释放或锁定工装资源
记录工装资源在设备上的使用历史
记录工装资源的库存移动
显示工装资源当前状态(可用性、位置、数量等)
评估工装资源的使用情况(利用率、生产效率、良率等)
若出现预定义的工装资源异常,能自动报警通知












