


点焊机是一款通过电阻热形成焊核的电阻焊焊接设备,在碳钢、不锈钢、铝、铜以及各种有色金属件焊接领域有着非常广泛的应用。
点焊机的焊接主要有单面双点焊接和双面双点焊接两种形式,目前超过95%以上的实际应用都采用的是双面双点焊接。
点焊机的工作原理
点焊机在工作时,焊接工件夹在两个电极中间,两个电极借助压力机构对工件加压,使两层金属工件在两个电极的压力下形成一定的接触电阻。
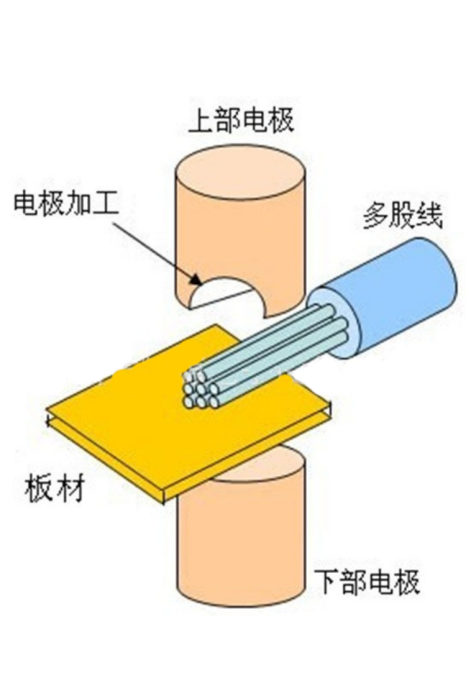
当点焊机的焊接电流从一个电极流向另一个电极时,在两个工件的接触点处形成电阻热并产生熔核,进而形成焊点。由于点焊机的焊接电流是在瞬间从另一个电极沿两个工件流向电极形成回路,所以对于待焊工件的内部结构并不形成破坏,保证了原有材料特征的完整性。
点焊机的种类
按照点焊机的压力机构划分,目前点焊机可分为气压式,液压式,电动凸轮式和伺服式。不管是气压式还是液压式,都需要额外配置气源或者液压站,而伺服直接驱动式,则不需要另外配置动力源,相对来说,控制更加灵活简单。
如何保证伺服直驱式点焊机的焊接质量?
为了保证点焊熔核的尺寸和焊接强度,需要精确控制焊接时间,焊接电流和压力。在加电焊接的瞬间,工件接触部分会在极短的时间内达到熔融状态,液态或半液态的熔融金属会导致焊接工件接触压力发生改变,引起工件接触电阻的变化,进而影响实际的焊接电流。因此,要提高焊接质量就需要精确控制补偿焊接过程中的压力波动,这就对伺服的响应性提出了更高的要求。
一般的解决方案是在上位机控制系统中建立压力控制回路,通过检测元件将压力值送到控制器,控制器通过和标注设定值的比对输出修正量,通过通信总线发送到伺服驱动器,伺服驱动器再通过电机做出相应的校正动作,从而达到调整压力的目的。压力值的反馈调整速度,直接决定了焊接质量。
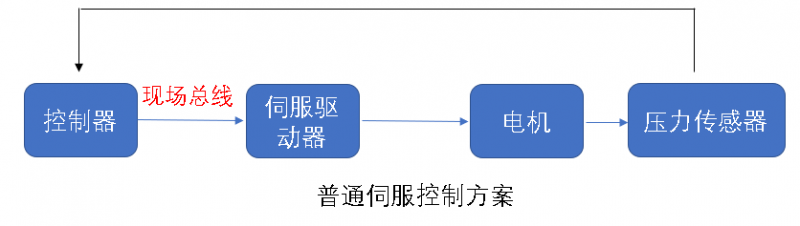
大致流程如上图所示:假设控制器和驱动器之间采用现场总线通信,那么它的指令周期通常为1ms,整体的压力控制回路的响应周期最短也要1ms。
62.5µs VS 1ms
Pilz 的Protego D 伺服驱动器,本身内置有超高速的PLC,最快运行周期达到62.5µs。同样的应用场景,如果使用ProtegoD伺服驱动器,则相当于将压力的控制回路直接内置在驱动器的超高速PLC中,流程如下图所示:

可以实现压力的快速响应,在62.5µs的周期内输出校正指令并通过电机做出调整动作。相对于普通的伺服解决方案,节省了伺服控制器的程序执行周期时间以及现场总线的传输延迟,大大提高系统的响应速度,保证焊接压力的稳定。
来自于皮尔磁的高性能伺服驱动器

Protego D系列伺服驱动器内置的PLC功能我们称之为Macro program,使用遵循IEC61131的一种结构化文本作为实现语言。它的任务扫描周期最短达62.5µs,其运行环境独立于伺服控制系统和总线功能。它可以独立访问伺服驱动器的几乎所有资源,包括IO数据,伺服控制数据以及总线数据,给予用户最大化的控制自由度和灵活性。
皮尔磁中国
销售咨询热线:4006 4006 50 网址: www.pilz.com.cn












