2020年从武汉开始的新冠状病毒大爆发,引发了全国乃至世界范围内的“一罩难求”。据统计,如果全面复工,每天需要的口罩数量就会超过5.3亿只,这是个十分庞大的数字。越来越多的口罩生产企业开始复工,也催生了口罩机设备的需求。在特殊的市场需求下,不仅许多口罩机设备生产企业开始加班加点的生产,一些原本从事医疗品、纺织品、纸制品设备的生产企业也应政府需求转型,开始进行口罩的生产。作为工业自动化及智能制造解决方案的重要提供商,台达当仁不让地迅速组织公司核心技术骨干,快速研究格式口罩机的技术特点,从凭借优异的行业经验和市场技术,快速在华南、江浙等区域,帮助了多家全自动化口罩设备生产企业成功生产,也以自身精湛的行业经验帮助众多相关企业顺利实现转型,响应疫情防护的需求。
项目方案
医用口罩按应用的性能特点可以分为医用防护口罩、医用外科口罩、普通医药口罩三类,主要的原料是无纺布,其中的熔喷布最为重要,起到关键的过滤、屏蔽等作用,是口罩的“心脏”。全自动口罩折叠机是口罩生产最常见的设备,可以生产各种无呼吸阀、有呼吸阀口罩,能够自动完成从原材料到成品的生产过程。全自动化口罩机的生产工艺主要受口罩的外观形状影响,市场上,按照平面口罩和立体口罩的特点,主要有两种不同工艺的口罩制备设备,因此需要不同的解决方案。对此,台达都有相对应的方案提供。
台达平面口罩机全自动化解决方案
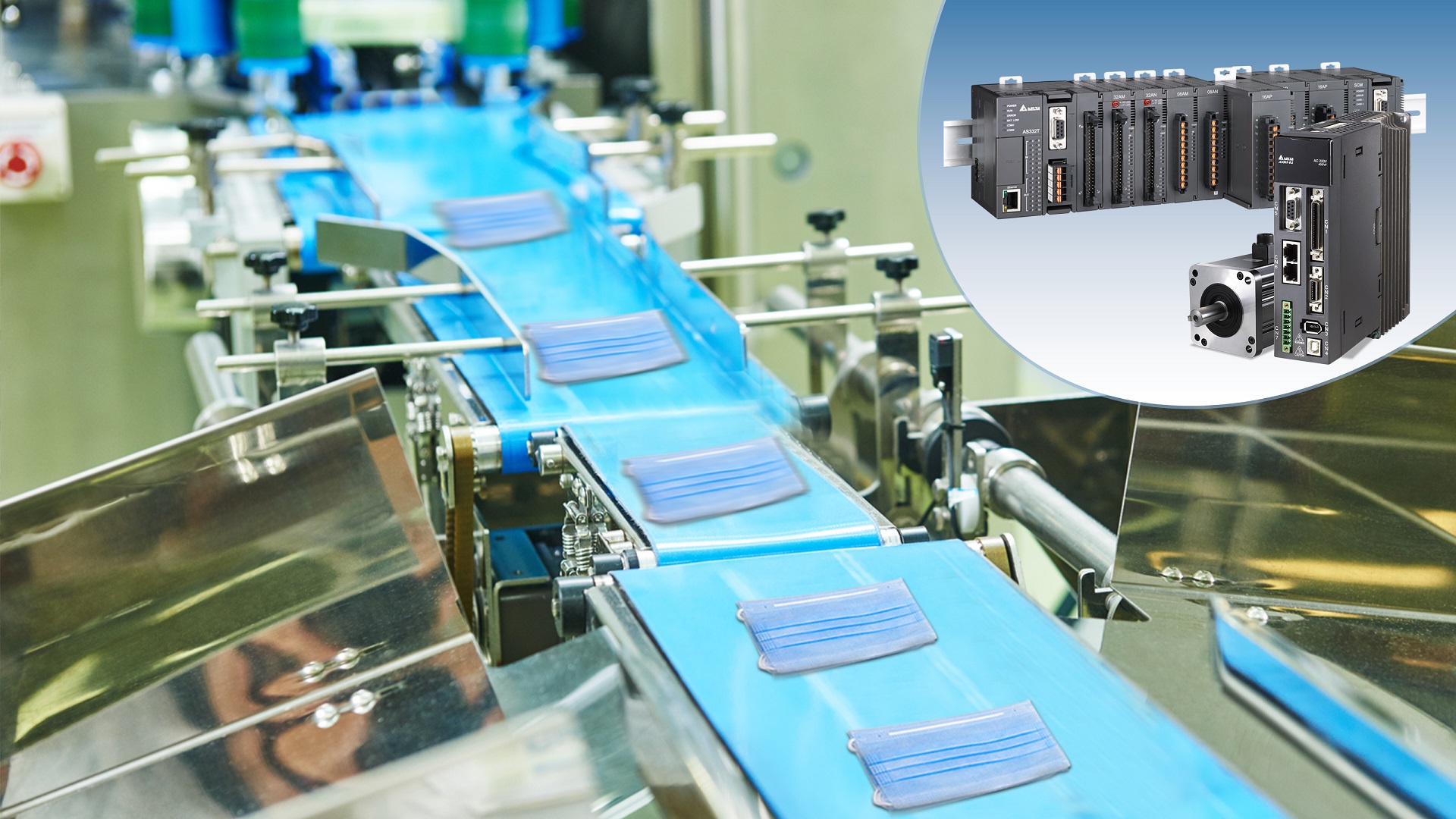
平面口罩机主要用于生产医用外科口罩、普通医用口罩,平面口罩机主要工艺流程为无纺布叠合成型、折叠、压片、分切、耳绳热压等,工艺相对简单,流程控制更加重要。另外由于前段分切一般较快,故而影响效率的主要在后端焊耳绳工位。因此也有一些设备采用一拖二,甚至一拖四的方式,即一个分切设备搭配多个焊耳绳设备来提高产能。
针对平面口罩机的控制需求和特点,采用台达可编程逻辑控制器(PLC)AS300系列及伺服驱动器ASDA-A2系列即可很好地完成任务。
台达可编程逻辑控制器(PLC)AS300系列采用台达自行开发的32位SoC处理器, 强大的定位控制功能可同时支持多达8轴CANopen,搭配专业、简易的编辑软件接口ISPSoft V3.0,可快速完成硬件和网络设定。由于AS300系列内置了多种专用功能,通过CANopen总线,搭配台达专属模式控制台达伺服驱动系统ASDA-A2-M系列,控制功能强大且操作也更加简单方便。
解决方案中的台达ASDA-A2-M系列则是一种CANopen高速通讯型伺服驱动系统,内含电子凸轮功能(CAM function),在生产设备行程规划方面更有优势,具有精准定位及平顺控制的特色,通过飞剪建表,生产合理的裁切曲线,满足全自动口罩机设备传送、裁切等工艺要求。
另外,ASDA-A2-M系列在口罩的耳绳热压工艺环节也十分高效,通常搭配2-3台焊耳带机进行使用,整机运行热封精度高达±0.5mm,焊耳精度则可达到±1mm。
经测试,应用台达解决方案的平面全自动口罩机的生产速度可达到每分钟150只。
台达折叠口罩机全自动化解决方案
折叠口罩机的工艺流程与平面口罩机有所不同,因其加工的口罩形状主要呈立体状,因此需要先焊接好耳绳,再模切成型。折叠口罩机的主要工艺流程包括无纺布复卷成型、焊耳绳、折叠成型、封边成型等。这种设备的生产效率一般比平面口罩机要慢,但有些厂商也会通过机械设计,将焊耳绳和封边动作改成追剪来实现,以提高口罩机的生产效率。
与折叠口罩机不同的是,口罩机厂商对控制器的选择更青睐于台达CANopen总线型运动控制器DVP15MC11T。这款台达经典的控制器可以控制多达24个实轴,支持电子齿轮、电子凸轮、旋切、G代码等多轴指令。此方案中,DVP15MC11T通过CANopen总线无缝连接台达伺服驱动系统ASDA-A2-M系列,采用追剪带拉回曲线,用法简单,调试方便,控制性能更佳,在提高速度的同时还可有效降低机器设备的振动。
项目总结
从疫情爆发至今,台达工业自动化团队快速启动,凭借遍布全国的技术和服务网络,已经帮助十数家相关厂商完成了全自动口罩机的快速出货,台达也将持续用丰富的经验、精湛的技术持续为口罩生产保驾护航。
当然,再快速的口罩生产也只能完整的加工出口罩产品,要投入到市面上使用还需要进行环氧乙烷消毒,并至少静置7天用于解析才能出厂。但我们相信,这场战“疫”终将会取得胜利,漫长的寒冬亦将结束!