DIPIPM™在装配产线中应用注意事项
通过前几期的技术讲座,我们了解了DIPIPM™在研发和实际应用中的评价。本节的主要内容是介绍DIPIPM™在装配产线中应用注意事项。
3.7.1 DIPIPM™在装配产线中应用注意事项
为了更地理解DIPIPM™在装配生产环节的注意事项,以降低DIPIPM™在生产及市场的不良率,我们将从以下几个方面就DIPIPM™的装配注意事项进行说明:1)运输与储存;2)装配产线环境;3)静电预防(ESD);4)焊接温度控制;5)DIPIPM™与PCB板之间的装配;6)DIPIPM™与散热器之间的装配。
1
DIPIPM™运输和搬运
(1) 运输中请按正确的方向放置包装箱。倒置、倾斜放置或者使模块承受不均匀应力,可能会引起引脚变形或者树脂外壳的破损。
(2) 投掷、坠落包装箱可能导致模块损坏。
(3) 应注意在雨天或雪天运输时不要弄湿包装箱。浸湿包装箱可能导致器件工作时被击穿。
2
储存
推荐的模块贮存温度和湿度分别为5~35℃和45~75%,在与此温度湿度差别极大的环境下存放可能会导致模块的性能和可靠性降低。
DIPIPM™长期(1年以上)存放时,请使之保持干燥。长期存放后使用时,请确认外观没有裂痕、污渍和锈蚀等。
3
装配产线环境
生产过程中要保证模块和散热器的安装面以及硅脂的清洁,实际上需要保证生产线上与模块安装有关的环境的清洁,目的是避免任何杂质掺进模块和散热器之间而影响散热效果。
在工业变频器、空调生产中,通常都是在同一条生产线上完成模块与PCB板的焊接以及与散热器的安装,以避免可能的在模块连同PCB板(若焊接后不马上将之与散热器安装)运输过程中带来的模块安装面被污染。
环境的温度控制:20~28℃(24±4℃)
环境的湿度控制:40~70%(55±15%)
同时避免将模块暴露在水、有机溶剂、腐蚀性气体、爆炸性气体、粉尘或腐蚀性药剂中,因为这些环境可能导致严重问题。
4
静电释放(ESD)
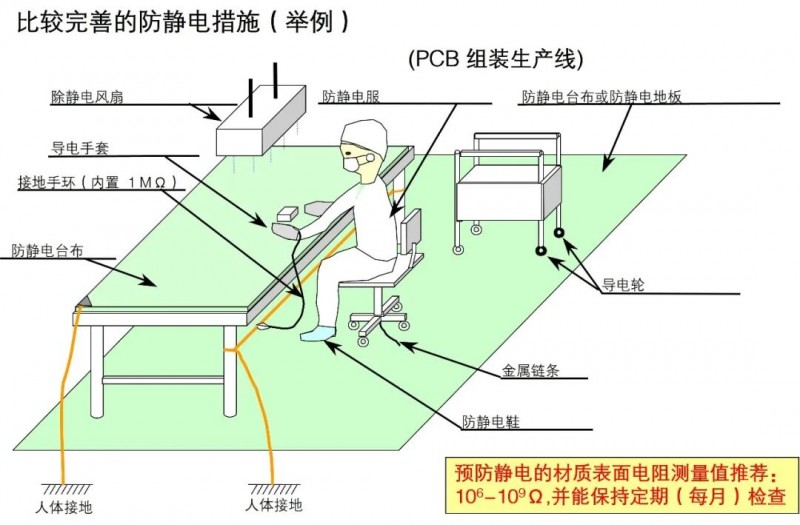
DIPIPM™模块集成了控制IC和带MOS栅极结构的功率芯片,应避免带静电的人体或纸箱或过大的电压施加到DIPIPM™的控制端子上,这有可能毁坏内部芯片。抗静电的基本措施是尽量阻止静电的产生以及尽快地将电荷释放掉。下图1是PCB产线比较完善的防静电措施举例。在使用DIPIPM™时应注意的ESD问题总结如下:
(a) 关于设备和人体接地:
-
所有应用设备(包括测试仪器)应接地;
-
工作台应铺防静电桌垫(导电毯)并接地;
-
操作人员应带防静电手套和防静电环,穿防静电服/防静电鞋,它们均接地;
-
操作区地面应铺设防静电地垫(导电毯)并接地;
-
地线应采用两条走线:一条为设备地线,另一条为人体地线;
-
建议对地线做定期检查,建议定期对产线操作人员做身体带静电检查。
(b) 对于运输和储存:
-
不要采用易产生静电的容器。
(c) 其它:
-
在任何情况下(包括搬运、焊接等过程中)应避免裸手接触模块的端子,同时避免非工作人员接触工作台(DIPIPM™模块)。
5
DIPIPM™与PCB板之间的装配
通常有若干个功率器件要焊接到同一个PCB板且要安装在同一个散热器上。为避免模块在安装至散热器时因承受机械应力不均而导致内部损伤,就需要在焊接模块至PCB板时使DIPIPM™和其它功率器件的基板表面处于同一水平面。这可以通过设计找平工装来做到,更好的方法是采用支架来实现,如下图2所示。
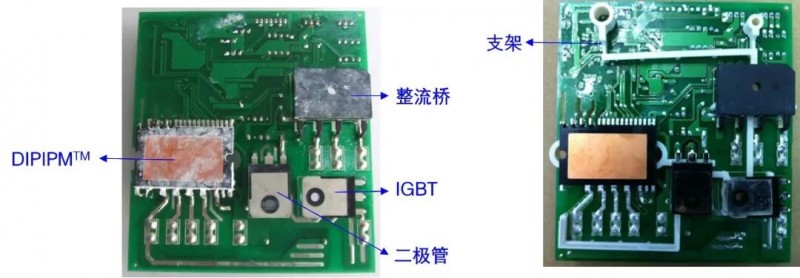
图2 模块、其它功率器件焊接至PCB板时的找平问题
当输出至压机的U/V/W接插件或者直流母线P/N接插件(例如采用#250接插件) 放在模块附近时,产线操作人员在装配有关导线时会施加较大的机械力于这些接插件上,它可能会导致模块的管脚弯曲变形,从而影响到模块管脚至散热器的电气距离,严重时可能导致不同管脚因都与散热器接触而误连通。为解决此问题,一种方法是在PCB板与模块之间加支架以确保模块管脚不因机械应力而弯曲变形,另一种方法是采用直接焊接U/V/W导线(及P/N导线)的方式(即取消U/V/W接插件),而U/V/W导线与压缩机的连接采用空中对接方式来进行。
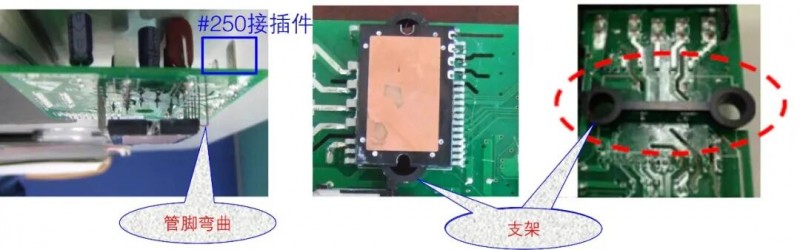
图3 模块的管脚因受到机械应力而弯曲示意图
采用支架的方式既可解决模块焊接时的找平问题,也可解决装配U/V/W导线时模块管脚的弯曲问题!
6
焊接温度控制
一般在DIPIPM™的插件工序后,会采用手工焊接DIPIPM™的四个边角的管脚来使其DIPIPM™固定,然后通过波峰焊焊接剩余的管脚。DIPIPM™焊接控制温度如下:
(1)可焊性:235±5℃,时间:5±0.5秒(注:遵循EIAJ ED-4701标准)。
(2)焊接温度(波峰焊):260±5℃,时间:10±1秒(注:遵循EIAJ ED-4701标准)。
(3)手工焊接:
由于手工焊接时施加在DIPIPM™上的温度会随着电烙铁类型(瓦特数、焊接头形状等)以及PCB上的焊盘形状的不同而不同,所以很难给出准确的手工焊接的焊接条件。
对于手工焊接,作为对温度范围的一般要求,考虑到模块内部封装树脂的玻璃态转化温度(Tg)和内部硅片的耐热能力,DIPIPM™端子根部的温度应保持在150℃以内。因此,在确定焊接的温度范围时,需要在实际PCB上检查DIPIPM™端子根部的温度、可焊性等(推荐焊接时间越短越好)。
作为参考,下面给出了一个采用50瓦电烙铁来进行手工焊接的评价例子。
[评价方法]
a. 样品:第6代超小型DIPIPM™。
b. 评价过程:将50瓦电烙铁的烙铁头(温度设置为350/400℃)放在端子上距端子顶部1mm以内的部位(选择耐热能力最弱的端子,如控制端子来做试验),通过安装在端子根部的热电偶来测量端子根部的温升,具体操作可参考下图4、图5,模块端子实测温度不应超过150℃。

图4 加热和测量点

图5 端子根部的温度变化曲线(举例)
7
DIPIPM™与散热器之间的装配
首先重点在于将模块安装至散热器时应按照推荐的力矩和紧固方法进行,以避免模块内部的绝缘(和连接)因机械应力而损伤。其次是按照推荐的厚度在模块底表面(或散热器表面)均匀地涂上性能可靠的硅脂,同时按推荐的表面平整度来选择(或处理)散热器。
在安装时推荐采用二次紧固过程:
首先以正常安装力矩(见图7)的20%~30%来预固定,然后再以正常力矩进行永久固定,其过程示意如下。注意:紧固螺钉时推荐使用平垫圈(ISO7089-7094)。
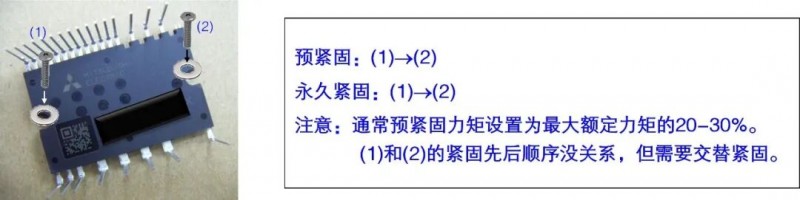
图6 推荐的螺钉紧固顺序
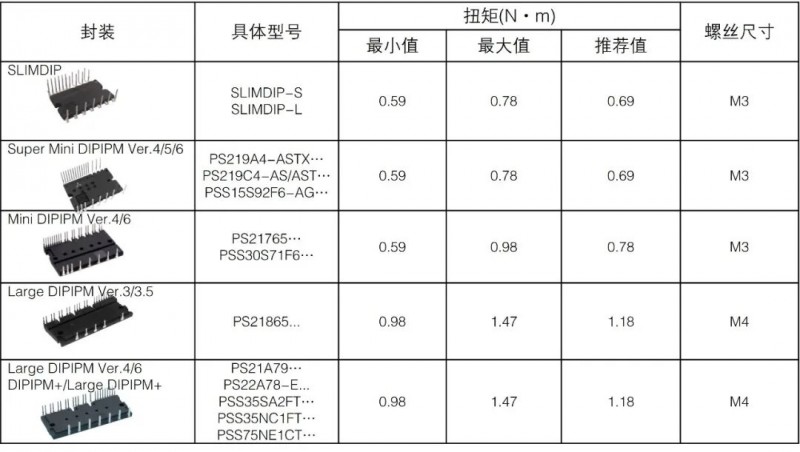
安装力矩大小:为了保证安装力矩在推荐的范围内,推荐采用力矩扳手。注意:不同模块对应的安装力矩不一样,下表为有关模块的力矩推荐范围(建议定期检查力矩扳手的力矩)。
导热硅脂与散热器:所采用的硅脂应具有良好而稳定的性能,在宽的工作温度范围内都能长久可靠地工作。推荐的硅脂厚度为100~200μm。硅脂应均匀地涂在模块底表面(或散热器表面)上。推荐的散热器表面平整度为-50~+100μm,其表面光洁度应在Rz12以内,见下表1。

表1 超小型DIPIPIM™安装力矩和散热器表面平整度规格
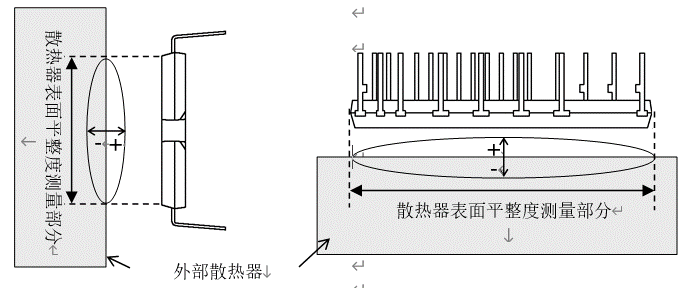
图8 散热器表面平整度测量位置
(注:截取于《第6代超小型DIPIPM™应用手册》)
涂硅脂和安装散热器的时候,注意不要让空气进入硅脂,否则在运行过程中可能会导致接触热阻变大或造成松动。建议用钢网式工装来涂抹硅脂,并保证硅脂厚度及涂抹均匀。钢网厚度:100~200mm。推荐硅脂型号:信越硅脂(型号747, 热阻0.9度/W)。下图9是采用钢网进行硅脂涂抹的例子。
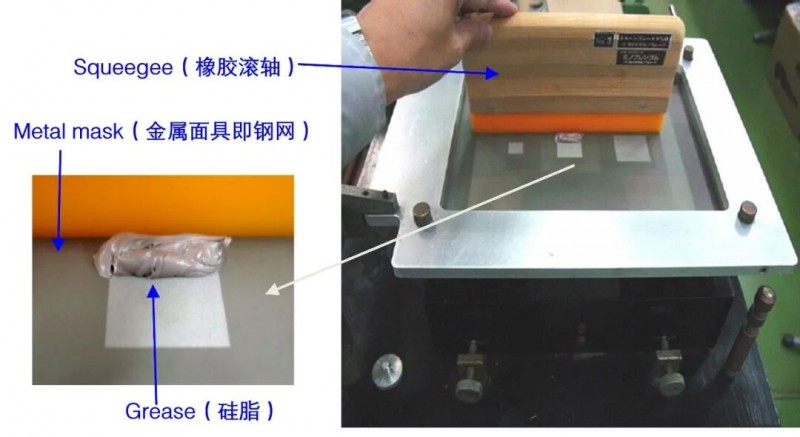
建议采用钢网式工装并对安装人员进行培训。
8
功能测试
功能测试中,最需要关注的是测试工装端子连接的可靠性及工装的放电。工装放电的最优方式是功能测试完毕后工装自身能自动放电,然后才显示PASS,工人方可拔线;至少要在拔线前进行人工放电。如果不经过放电即拔插接线端子可能会导致DIPIPM™因浪涌电压过压损坏。测试工装的所有连接方式应采用可靠的插件连接,并进行定期检查。下图10是测试工装的连线示意图,不同线路的连接请务必保证可靠。
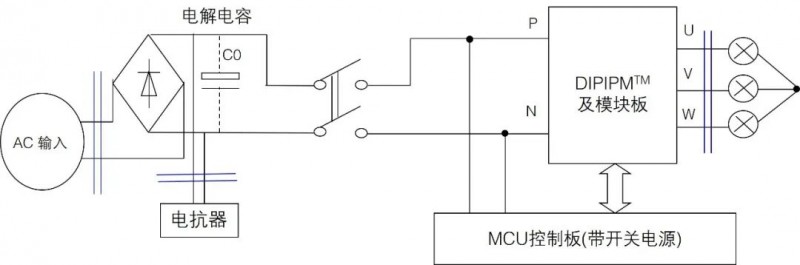
图10 功能测试示意图
9
绝缘耐压试验
就空调行业来说,通常绝缘耐压试验是对空调整机来做的,所施加的绝缘电压是1800Vrms (交流、正弦、1~2秒钟),它等效于1500Vrms (交流、正弦、1分钟),它是施加于短接的L/N与机壳之间。对于连接压缩机的空调整机来说,应确保L/N是短接的,同时试验仪器的地线应保证与真正的大地线可靠连接。
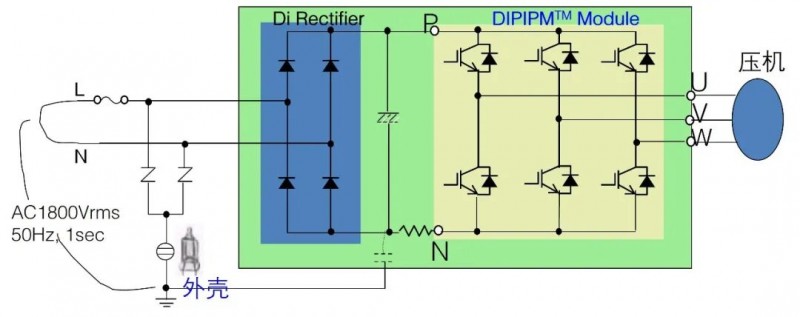
图11 绝缘耐压试验示意图
3.7.2 DIPIPM™在装配产线中常见问题
1
仓储条件
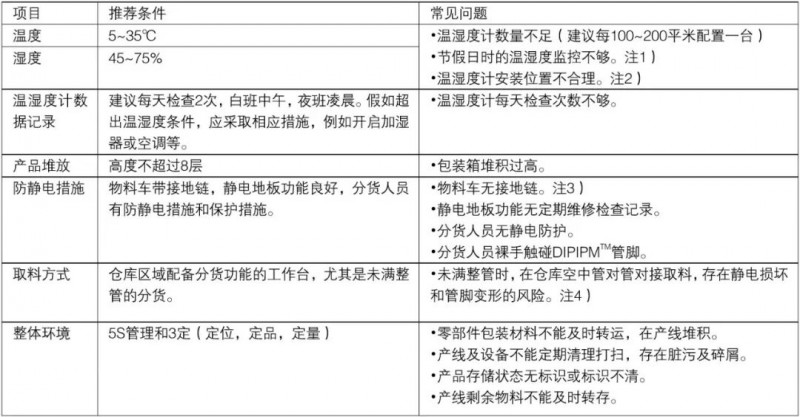
注:
-
工厂休假时(例如十一假期或春节假期),总电源是关闭的,无法控制温湿度;
建议:① 假期值班人员对重点的电子物料仓库,空调或除湿机也要持续巡检和相应的应对措施。② 定期检查仓库温湿度并定期记录。
-
温湿度计检测探头高度:建议1.5~1.8m最佳;并且均匀分布在仓库中。
-
建议物料转运车装配接地链,并在其容易与器件发生接触的部位增加防静电措施,如静电垫等。
-
为降静电损坏风险,尽量采用整箱提取,在特定工作台按需取件、剩余部分装箱返回仓库的方案。
2.防静电检查项目

注:
-
例如插件工位上方的离子风扇离操作区远(50cm以上),离子风扇没有吹到插件操作和DIPIPM™取件位置。
3.安装装配
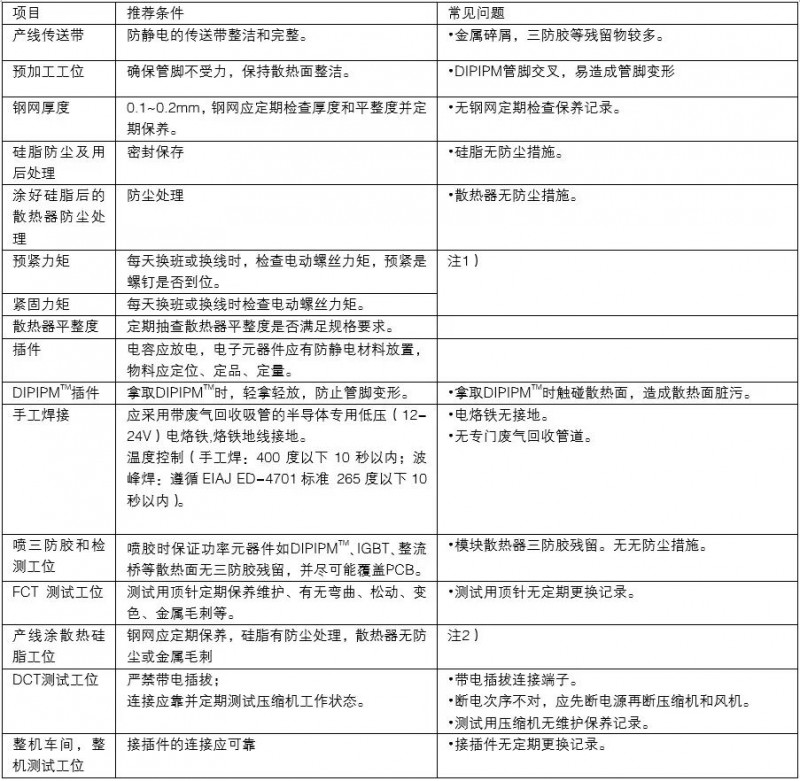
注:
-
建议每天至少检查一次预紧、紧固的力矩;如生产不同型号的产品,需要进行不同的力矩设定,并做力矩检查/校准。
-
确保模块和散热器之间没有异物掺入和硅脂厚度均匀,避免影响散热效果,主要包含以下方面:
-
确保硅脂的清洁,需要保证生产线上与模块安装有关的环境的清洁、避免杂质掉落在硅脂上。自动化设备在刷三防漆时,尽量避免将三防漆涂到模块的散热面上。避免助焊剂涂到模块的散热面上。避免金属碎屑散落到模块的散热面上。建议员工刷硅脂时,最后拿开钢刷位置,避开钢网孔,用于保证硅脂厚度均匀。钢网、钢刷定期检测;
-
自动化设备相关
①自动化剪脚机的应用建议:
剪脚机使用真空泵用于吸金属碎屑,防止金属碎屑混入插件现场;
剪脚后模块的跌落速度较快,导致两个模块之间碰撞力度较大,建议使用机械臂水平推入到管子中。
②产线自动化翻板机:
建议翻板到预定位置后加缓冲措施;由于PCB翻板到预定位置后会震荡2~3次,对PCB板产生力矩较大,易造成元器件碰撞损伤。
③ 产线自动化喷三防胶机器:
建议定期检测喷胶口和定位以及气动开关,防止三防胶滴到功率模块的散热器上。
④自动化打螺钉机器
建议定期检测力矩和螺钉定位以及螺丝刀;防止出现定位不准的现象和金属碎屑。
本讲总结
本节主要介绍了DIPIPM™在装配产线中使用注意事项。主要包含1)运输与储存;2)装配产线环境;3)静电预防(ESD);4)焊接温度控制;5)DIPIPM™与PCB板之间的装配;6)DIPIPM™与散热器之间的装配。全面良好的装配和产线管理是DIPIPM™乃至整个功率变换装置可靠运行的基石。
主要术语说明:
1: DIPIPM™→双列直插式智能功率模块(Dual-in-line Intelligent Power Module);
2: DIPIPM™、SLIMDIP™及DIPIPM+™均为三菱电机株式会社注册商标。
主要参考文献:
[1] Mitsubishi electric, “SLIMDIP Series Application note”
[2] Mitsubishi electric, “Super mini DIPIPM Ver.6 Series Application note”
[3] Mitsubishi electric, “Mini DIPIPM with BSD Series Application note”
[4] Mitsubishi electric, “1200V Large DIPIPM Ver.6 Series Application note”
-
-