Hi!又和大家见面啦!今天和我一起了解S7-200 SMART在给袋包装机上的应用吧!
随着科技的高速发展,自动化程度的日益提高,自动化设备的出现为企业降低了成本,提高了工作效率,包装行业已由原来的手工包装替代为自动化机器。给袋式包装机应用于多种行业,常见的有日用品、食品、医药、五金、农产品等众多领域。
S7-200 SMART CPU在给袋式包装机中已经有了很成熟的应用,本文将主要介绍S7-200 SMART在给袋式包装机中的控制应用。
除此之外,本文案例也适用于其他类似控制场合的应用。注意本样例程序不可直接应用于实际机器上,必须根据实际情况经过修改验证。
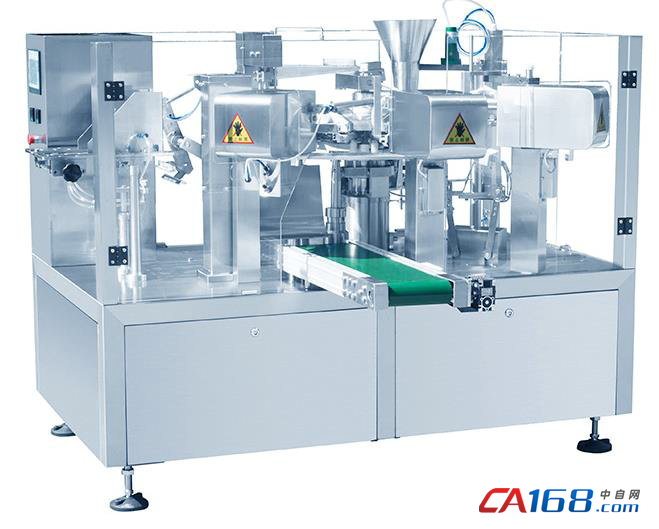
图1:给袋式包装机
小贴士:硬件及软件需求
1. 硬件要求
S7-200 SMART CPU控制器:
SIMATIC S7-200 SMART产品家族
HMI:
SMART 1000 IE V4
2. 软件要求
STEP 7-Micro/WIN SMART V2.7
WinCC flexible SMART
工艺应用描述
常见的给袋式包装机一般有8个或者10个工位,工位按圆形分布,每个工位负责不同工艺,圆形工作台由主轴通过凸轮分割器传动。主轴电机每旋转一周的过程中,各工位独立完成相应的工艺功能,同时圆形工作台往前旋转一个工位。
具体而言:
工位1完成上袋工艺后,包装袋转移到工位2;
工位2完成打码工艺后,包装袋转移到工位3;
……
工位10完成工艺后,包装袋转移到工位1。
包装袋往工位1方向转移的过程中,工位夹具会松开,从而包装袋会掉落到下方的皮带线上。依此循环,完成连续性生产。
以上描述的是一个典型10工位机型的工艺布局。实际上,对于具体的机型而言,各工艺功能是可选的。包装的同步动作由机械凸轮实现,在主轴电机旋转一周的过程中,各个工位的气动装置并不是一直动作,每个工位开始动作和结束都对应不同的角度。
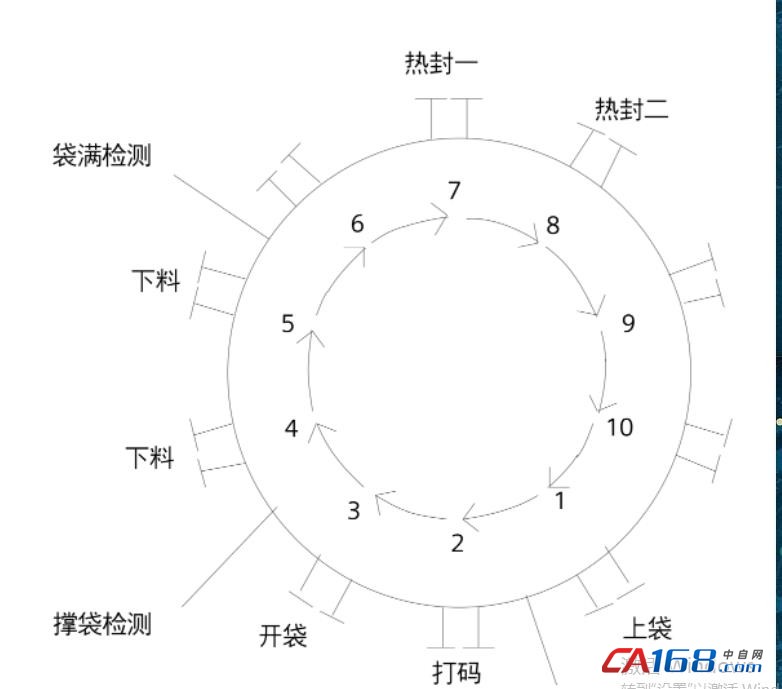
图2:给袋式包装机工位
工艺介绍
典型的给袋式包装机包括上袋,开袋,下料,热封等步骤,下面对典型步骤进行介绍。
上袋
根据主轴编码器反馈值,配合机械凸轮,通过控制吸盘和气缸将空包装袋夹到工位夹具上。
打码
根据主轴编码器反馈值,配合机械凸轮,控制打码器打印生产日期等信息到包装袋上,打码之前根据实际情况,可进行上袋检测。
开袋
根据主轴编码器反馈值,配合机械凸轮,通过吸盘把包装袋打开,也可配合吹气功能将包装袋吹起来;根据实际情况,有上开袋,下开袋以使用不同种类的包装袋。
下料
根据主轴编码器反馈值,配合机械凸轮,将原料落入包装袋中,原料不同,下料方式也分为很多种,比如集料斗,推料式等。
热封
根据主轴编码器反馈值,配合机械凸轮,控制热封装置,实现包装袋的封口,热封气缸上的热封刀,由温控表进行恒温控制。根据实际情况,可能有“热封一”“热封二”等多个工位。
另外,根据实际情况,可能有“捅料”“拍扁”“整形”等工位布置,也可能有辅助功能,比如振动等。
工位位号也不是固定的,比如,下料工位可能在工位4,也可能在工位5,下料也可能有“下料一”“下料二”。
常见给袋式包装机上还有一些检测功能:
有袋检测:工位1往工位2转移过程中,通过光电开关检测工位夹上是否有包装袋,也叫上袋检测。
撑袋检测:工位3往工位4转移过程中,通过接近开关检测工位夹上包装袋是否被打开,也叫开袋检测。
袋满检测:下料后,在工位转移过程中,通过光电传感器检测是否有料。