


ЁЁЁЁЕБОЋЯИЛЏашЧѓМгЫйЩјЭИЙЄвЕБЈОЏЙмРэСьгђЃЌЙЄГЇЪЕМљЙ§ГЬжаШДШдДцдкжюЖрЮЪЬтЃКБЈОЏаХЯЂЙ§диЕМжТжиЕуФЃК§ЃЌВйзїШЫдБЯьгІжЭКѓЃЌЙЪеЯИљдДФбвдПьЫйЖЈЮЛЃЌДІРэЙ§ГЬЙ§ЖШвРРЕШЫЙЄОбщЃЌвзвХТЉЙиМќЮЪЬтЃЛЦѓвЕШБЩйЪ§ОнЗжЮіЙЄОпЃЌЮоЗЈгааЇЦРЙРШЫдБаЇТЪЁЃетаЉЮЪЬтжТЪЙЦѓвЕАВШЋЗчЯеМгОчЃЌдЫЮЌГЩБОХЪЩ§ЃЌиНашЙЙНЈПЦбЇИпаЇЕФБЈОЏЙмРэЬхЯЕЁЃ
ЁЁЁЁЗНАИЩшМЦ
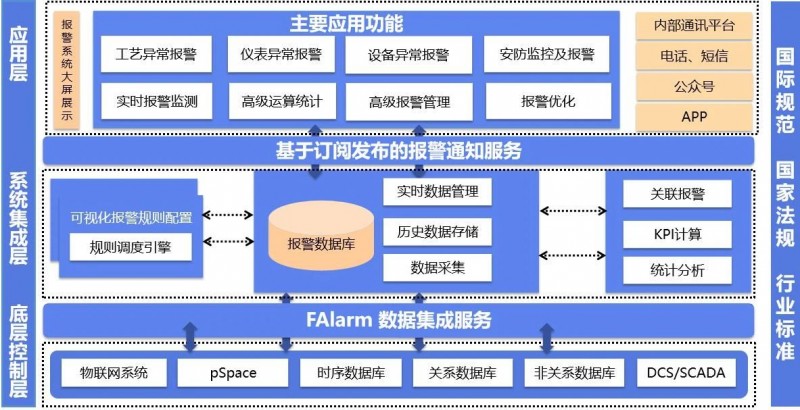
ЁЁЁЁСІПиЙЄвЕжЧФмБЈОЏЙмРэЯЕЭГећКЯЮяСЊЭјЁЂздПиЯЕЭГКЭвЕЮёЯЕЭГЃЌЮЊЦѓвЕЬсЙЉИВИЧБЈОЏЩњГЩЁЂжЧФмЗжРрЁЂдвђЗжЮіКЭГжајИФНјЕФЭъећБЈОЏШЋЩњУќжмЦкЙмРэЦНЬЈЃЌЪЕЯжБЈОЏЪ§ОнЭИУїЛЏЁЂДІРэСїГЬБъзМЛЏЁЂЯьгІФмСІСПЛЏЦРЙРЃЌЭЈЙ§БЈОЏЭГМЦгыЗчЯеЙмПиСЊЖЏЛњжЦЃЌПьЫйДІжУЩњВњвьГЃЃЌМѕЩйЮоаЇБЈОЏЃЌНЕЕЭБЈОЏТЪЃЌБЃеЯзАжУАВШЋЦНЮШдЫааЃЌЮЊЙЄвЕЩњВњЬсЙЉШЋЗНЮЛЕФАВШЋБЃеЯЁЃ
ЁЁЁЁЗНАИМмЙЙ
ЁЁЁЁЛљгкЦѓвЕЮяСЊЭјЦНЬЈЙЙНЈБЈОЏЙмРэЬхЯЕЃЌМЏГЩЪЕЪБЪ§ОнПтгыРњЪЗЪ§ОнПтЃЌНЈСЂАќКЌБЈОЏЛуМЏЁЂеяЖЯЪЖБ№ЁЂКЯРэЛЏЗжЮіЕФЭъећБЈОЏЩњЬЌЁЃЯЕЭГВЩгУЗжВМЪНМмЙЙЃЌжЇГжModbus/TCPЁЂOPC A&EЕШжїСїЙЄвЕавщЁЃ
ЁЁЁЁЗНАИССЕу
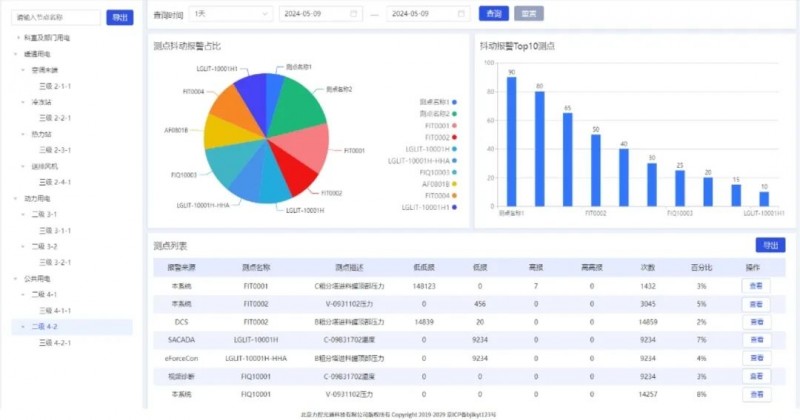
ЁЁЁЁ01 БЈОЏЪ§ОнБъзМЛЏ
ЁЁЁЁжЧФмБЈОЏЙмРэЯЕЭГжЇГжЖрдДБЈОЏЪ§ОнНгШыЃЈКИЧSCADA/DCS/ЕкШ§ЗНБЈОЏПтЃЉЃЌОпБИOPC A&EБъзМВЩМЏФмСІЃЌЪЕЯжШЋГЇБЈОЏЪ§ОнЭГвЛЛуОлЙмРэЃЌАќРЈБЈОЏдДЙмРэЁЂБЈОЏРраЭЙмРэЁЂБЈОЏМЖБ№ЙмРэЃЌВЂЖдЖрдДвьЙЙЪ§ОнНјааЧхЯДЁЂзЊЛЛКЭБъзМЛЏДІРэ,ШЅГ§Ъ§ОнжаЕФдыЩљЁЂжиИДЪ§ОнвдМАДэЮѓЪ§ОнЃЌШЗБЃЪ§ОнЕФзМШЗадЁЃ
ЁЁЁЁ02 БЈОЏЪТМўжЧФмЪЖБ№ЗжЮі
ЁЁЁЁОЋзМЪЖБ№БЈОЏЗКРФЁЂИпЦЕ/МфаЊ/ЫВЩС/ГТОЩБЈОЏЕШвьГЃФЃЪНЃЌздЖЏНтЮіБЈОЏКЫаФЪєадЃЈРраЭЁЂЩшЖЈжЕЁЂЧБдкгевђЁЂзюДѓЯьгІЪБМфЁЂГЌЪБКѓЙћЃЉМАБъзМЛЏДІРэЖЏзїЃЈУПИіОЏБЈЖдгІВйзїдБЕФЮЈвЛВйзїЯьгІЖЏзїЃЉЁЃ
ЁЁЁЁАДееИїЩњВњЯЕЭГЁЂЩњВњзАжУЕЅдЊЕШЮЌЖШНјааБЈОЏЪТМўЗжЮіЃЌЖдБЈОЏРраЭЁЂБЈОЏгХЯШМЖЕШЙиМќжИБъНјааеяЖЯЃЌЩњГЩБЈОЏЗжЮіБЈИцЁЃ
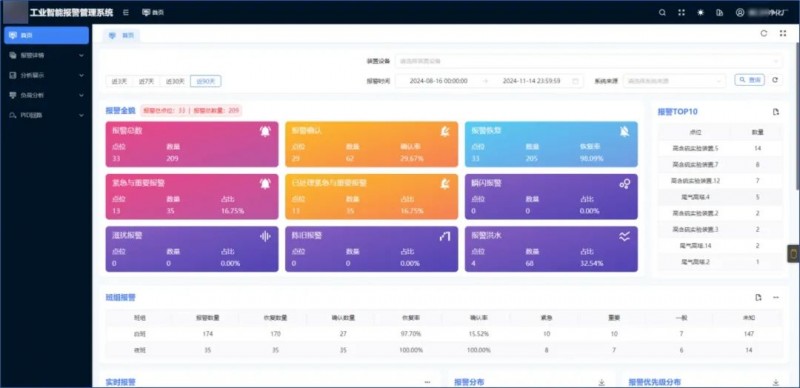
ЁЁЁЁ03 БЈОЏЩѓВщгыБфИќ
ЁЁЁЁЛљгкЩњВњЯЕЭГМАзАжУЕЅдЊВуМЖЃЌздЖЏаЃбщБЈОЏВтЕуЩшЖЈжЕгыЬЈеЫМЧТМЕФКЯЙцадЃЌЖдЦЋВюЯюЪЕЪБдЄОЏЁЃНЈСЂБЈОЏБфИќЙмРэЩѓХњСїГЬЃЌКИЧБЈОЏд№ШЮНчЖЈЁЂБфИќ/ДІжУжЦЖШжДааЁЂЯЕЭГадФмМрВтЕШЛЗНкЃЌаЮГЩБЈОЏжЦЖШБржЦЁЂЩѓХњЁЂЯТЗЂЁЂВщПДЕФБеЛЗЙмРэЬхЯЕЃЌШЗБЃЙмРэаЇФмГжајЬсЩ§ЁЃ
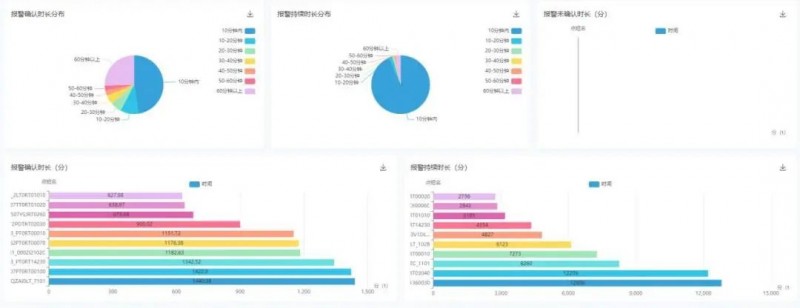
ЁЁЁЁ04 БЈОЏЙмРэадФмЦРЙР
ЁЁЁЁЛљгкЩњВњзщжЏВуМЖНсЙЙЃЌАДееИїЩњВњЯЕЭГНјааБЈОЏадФмЦРЙРЃЌЖдЦфБЈОЏСПЁЂДІРэСПЁЂБЈОЏЕШМЖЗжВМЁЂИпЦЕБЈОЏеМБШЕШKPIжИБъНјааЭГМЦЗжЮіЃЌЖдБъEEMUA191ЁЂISA18.2ЕШЙњМЪБъзМЃЌБъЖЈБЈОЏЯЕЭГЕБЧАНЁПЕзДЬЌВЂжЦЖЈгХЛЏФПБъЁЃ

ЁЁЁЁ05 БЈОЏКЯРэЛЏЗжЮі
ЁЁЁЁЯЕЭГдкЯпМЧТМВЂИњзйИїБЈОЏдвђЁЂКѓЙћМАЯьгІЖЏзїЃЌЭъГЩКИЧКЯРэадЁЂдвђЁЂЮДЯьгІКѓЙћЁЂЯьгІЖЏзїЁЂгХЯШМЖЁЂЯожЕКЯРэадЁЂЯрЙиЮЛКХЁЂБфИќМАдвђЕШвЊЫиЕФБЈОЏЗжЮіЃЌжЇГХЙЄвеВЮЪ§гХЛЏЁЃНсКЯЮЪЬтИљвђЗжЮіБЈОЏЙмРэЯжзДгыИФНјЗНЯђЁЃЭЈЙ§ТЫВЈЁЂбгГйБЈОЏЕШММЪѕЯћГ§ЮоаЇ/жиИДБЈОЏЃЌЭЛГіживЊБЈОЏЃЌНЈСЂБЈОЏПтЪЕЯжШЋУцКЯРэЛЏЗжЮіЁЃ
ЁЁЁЁ06 БЈОЏЗжЮіДѓЦСПЩЪгЛЏ
ЁЁЁЁЯЕЭГЬсЙЉБЈОЏЙмРэМнЪЛВеКЭСїГЬПЩЪгЛЏЕШЙІФмЃЌжњСІЙмРэШЫдБЪЕЪБеЦЮеИїИіЯЕЭГзДЬЌЁЂзАжУБЈОЏЧщПівдМАДІРэЪ§СПЁЃЭЈЙ§СїГЬПЩЪгЛЏМЏжаеЙЪОЩњВњЙ§ГЬИїИіЛЗНкЕФЙЄвеВЮЪ§КЭЩшБИдЫаазДЬЌЃЌОЋзМВЖзНвьГЃВЂМАЪБдЄОЏЃЌжЇГХАВШЋМрПигыЩњВњгХЛЏОіВпЁЃ

ЁЁЁЁЗНАИМлжЕ
ЁЁЁЁСІПиЙЄвЕжЧФмБЈОЏЙмРэЯЕЭГЃЌЦОНшЦфШЋУцЕФЪ§ОнВЩМЏМрПиЁЂжЧФмЗжЮіЙ§ТЫЁЂПьЫйЯьгІаЭЌЁЂЪ§ОнЗжЮідЄВтвдМАЮШЖЈПЩППдЫааФмСІЃЌЮЊЦѓвЕЬсЙЉИпаЇЁЂОЋзМЕФБЈОЏЙмРэНтОіЗНАИЃК
ЁЁЁЁаЇФмЬсЩ§гыАВШЋгХЛЏ
ЁЁЁЁЯджјЬсЩ§БЈОЏЯьгІЫйЖШгыДІРэаЇТЪЃЌЭЈЙ§ЛњЦїбЇЯАММЪѕЖдЙЄвеВЮЪ§ЪЕЪБдЄВтМЦЫуЃЌЬсЧАЪЖБ№вьГЃЪТМўЃЌгааЇНЕЕЭЮѓБЈТЪЃЌМѕЩйЗЧБивЊБЈОЏДЅЗЂЃЌБЃеЯЩњВњАВШЋЮШЖЈдЫааЁЃЭЌЪБЃЌЪЕЯжБЈОЏЪ§ОнНгПкгыИёЪНЭГвЛЛЏЃЌЮЊаХЯЂЛЏЙмРэМАДѓФЃаЭЗжЮіЕьЖЈЛљДЁЁЃ
ЁЁЁЁЙмРэЛњжЦжЧФмЛЏзЊаЭ
ЁЁЁЁжиЙЙЙмРэСїГЬЃЌШЁДњ"Ше/жм/дТ"ШЫЙЄЗжЮіЃЌЬсЩ§АьЙЋздЖЏЛЏГЬЖШЃЛЛљгкЪ§ОнЗжЮігыдЄВтЙІФмЃЌЮЊЩњВњдЫгЊгХЛЏЬсЙЉОіВпвРОнЃЌДйНјГжајИФНјЃЛРлЛ§БЈОЏДІжУОбщаЮГЩжЊЪЖПтЃЌжИЕМКѓајЗжЮіЃЌЪЕЯжОбщГСЕэгыИДгУЁЃ
ЁЁЁЁЯЕЭГЩ§МЖСїГЬгХЛЏ
ЁЁЁЁЭЈЙ§жЧФмЛЏНЈЩшОЋМђЙмРэВуДЮЃЌЭЦЖЏЩњВњЙмРэФЃЪНБфИяЁЃЩ§МЖКѓЯЕЭГЧПЛЏБЈОЏЬЈеЫЙцЗЖадЃЌЬсЩ§ВйзїМрЙмФмСІЃЌжЇГжЫндДЗжЮіЃЌЪЕЯжБЈОЏЙмРэШЋСїГЬгХЛЏЁЃ
ЁЁЁЁЕфаЭАИР§
ЁЁЁЁАИР§1ЃКЬьШЛЦјОЛЛЏГЇБЈОЏЙмРэЯЕЭГ
ЁЁЁЁМЏГЩШЋГЇзгЯЕЭГвьЙЙБЈОЏЪ§ОнЃЌЭъГЩЖрдДБЈОЏаХЯЂЭГвЛЛуОлЁЃЭЈЙ§жЧФмЪЖБ№ЗжЮіЙІФмЃЌОЋзМеяЖЯБЈОЏЪТМўМАЙиМќЕуЮЛДІжУТЗОЖЁЃЙсЭЈЪ§зжЛЏЦНЬЈЃЌЪЕЯжНЛНгАрБЈОЏаХЯЂИпаЇДЋЕнгыЙВЯэЁЃ
ЁЁЁЁАИР§2ЃКвГбвЦјБЈОЏЙмРэЦНЬЈ
ЁЁЁЁЭГвЛЙмРэЖрОЎеОSCADAЯЕЭГБЈОЏЪ§ОнгыДІжУМЧТМЃЌНЈСЂБЈОЏВЮЪ§ЬЈеЫЮожНЛЏЙмРэМАЩѓМЦБфИќШЋБеЛЗСїГЬЁЃЭЈЙ§здЖЏЩњГЩБЈОЏЗжЮіБЈБэЬсЩ§ЙмРэаЇТЪЃЌЖЏЬЌеЙЪООЎеОБЈОЏзДЬЌгыЗжМЖдЄОЏаХЯЂЃЌЭъЩЦжЧФмЙмПиЬхЯЕЁЃ














