


УЗКъдКЪПдкЫћЕФЁЖВНШыШэМўЖЈвхЕФЪБДњЁЗвЛЮФжаОЋБйЕиВћЪіСЫШэМўММЪѕЕФЛљДЁжЇГХЃК“ДгЪЙФмММЪѕЕФЪгНЧПДЃЌШэМўММЪѕдкаХЯЂММЪѕжадђЪМжеДІгк‘СщЛъ’ЕиЮЛЃЌЫљгааТЕФаХЯЂММЪѕгІгУЁЂЦНЬЈКЭЗўЮёФЃЪНЃЌОљРыВЛПЊШэМўММЪѕзїЮЊЛљДЁжЇГХЃЛИќЮЊживЊЕФЪЧЃЌдкЪ§зжОМУЪБДњЃЌШэМўММЪѕвбОГЩЮЊЦѓвЕЕФКЫаФОКељСІЃЌВЛНів§СьаХЯЂММЪѕВњвЕЕФБфИяЃЌдкКмЖрДЋЭГСьгђЃЈШчЦћГЕЁЂФмдДЁЂжЦдьЁЂСуЪлЕШЃЉжаЕФДцдкБШжиКЭживЊадвВдкВЛЖЯМгДѓЃЌдкжЇГжетаЉДЋЭГСьгђВњвЕНсЙЙЩ§МЖЛЛДњЩѕжСЕпИВЪНДДаТЕФЙ§ГЬжаЦ№ЕНКЫаФЙиМќзїгУЃЌВЂНјвЛВНМгЫйжиЙЙСЫШЋЧђЗжЙЄЬхЯЕКЭОКељИёОжЁЃ”
ЕБЧАЃЌШэМўе§дкЯђ“ЛљДЁЩшЪЉЛЏ”ЕФЧїЪЦЗЂеЙЁЃвВОЭЪЧЫЕЃЌШэМўе§дкЖдДЋЭГЮяРэЪРНчЛљДЁЩшЪЉНјаажиЫмКЭжиЙЙЃЌЭЈЙ§ШэМўЖЈвхЕФЗНЪНИГгшЦфаТЕФФмСІ(гШЦфЪЧСщЛюад)ЃЌГЩЮЊДйНјЩњВњЗНЪНЩ§МЖЁЂВњвЕЩ§МЖЁЂаТаЫВњвЕКЭМлжЕСДЕФЕЎЩњгыЗЂеЙЕФживЊв§ЧцЁЃШэМў“ИГФмЁЂИГжЕЁЂИГжЧ”ЕФзїгУе§дкБЛМгЫйКЭМгБЖЗХДѓЃЌЖджЦдьЙ§ГЬЕФЪ§зжЛЏзЊаЭЦ№ЕНживЊжЇГХзїгУЁЃ
ЪЕЯжШэМўЖЈвхвЛЧаЃЈSDXЃЉЕФММЪѕЭООЖЃЌОЭЪЧАбЙ§ШЅЕФвЛЬхЛЏгВМўЩшЪЉДђЦЦЃЌЪЕЯжгВМўзЪдДЕФащФтЛЏКЭЙмРэШЮЮёЕФПЩБрГЬЃЌвВОЭЪЧНЋДЋЭГЕФвЛЬхЪНЕФгВМўЩшЪЉЗжНтЮЊЛљДЁгВМўащФтЛЏМАЦфAPIКЭЙмПиШэМўСНВПЗжЁЃ
ШэМўЖЈвхдЫЖЏПижЦЃЌВЛЪЧаћбяШэМўЮоЫљВЛФмЃЌЖјЪЧИцЫпДѓМвЃЌЮвУЧПЩвддЫгУШэМўзїЮЊЙЄОпКЭдиЬхЃЌИпаЇЁЂзМШЗЕиНЋдЫЖЏПижЦЖрФъРДЛ§РлЕФЙЄГЬдРэЁЂОбщКЭЪЕМљЃЌЭЈЙ§ФЃПщЛЏЁЂНсЙЙЛЏЕФШэМўЙЄГЬЗНЗЈБэДяГіРДЃЌЮЊдЫЖЏПижЦгІгУИГФмЁЂИГжЕКЭИГжЧЃЌЬсЙЉИќЖрЕФаТЕФФмСІ,АќРЈСщЛюадЁЂИДгУадЁЃКСЮовЩЮЪЃЌШэМўЖЈвхдЫЖЏПижЦЃЌашвЊзёбвЛЖЈЕФПЩааЗНЗЈЃЌНсКЯЦфгІгУГЁОАЃЈШчЭЈгУЕФдЫЖЏПижЦЁЂЛњЦїШЫЁЂЪ§ПиЛњДВCNCЕШЃЉНјааКЯРэЕФГщЯѓКЭИХРЈЁЃPLCopenжЦЖЈЕФдЫЖЏПижЦЙцЗЖЪЧШэМўЖЈвхдЫЖЏПижЦЕФГЩЙІЕфЗЖЃЌЛёЕУЙуЗКжЇГжКЭЪЕМљМьбщЁЃОЁЙмдкЦєЖЏПЊЗЂдЫЖЏПижЦЙцЗЖЕФЕБГѕЃЌШэМўЖЈвхвЛЧаЕФИХФюЛЙУЛгааЮГЩЃЌЕЋетВЂВЛЗСАЙцЗЖбизХШэМўММЪѕКЭШэМўЙЄГЬЕФе§ШЗЗНЯђЗЂеЙЁЃ
ПЩЪЧвЛЦЊдквЕНчСїДЋКмЙуЕФЮЂВЉжИГіЃК“PLCopenЙњМЪзщжЏЭЈЙ§ШэМўЖЈвхдЫЖЏПижЦЙцЗЖдкжаЙњЭЦЙуЃЌНјеЙЛКТ§ЃЌаэЖржаЙњгУЛЇЫЦКѕЬ§ВЛЖЎЃЌЗДгІВЛЛ§МЋЃЌЦфЪЕКмживЊЕФвЛИідвђЪЧаэЖрИХФюЖМЪЧШэМўЙЄГЬЕФИХФюЁЃЬ§жкЭљЭљЪЧРДздЛњЕчаавЕЃЌВЛЪьЯЄШэМўЙЄГЬЃЌЫљвдКмФбРэНтЁЃЕЋдкХЗжоОЭУЛгаЮЪЬтЁЃ”ЦфЪЕЖЎШэМўЙЄГЬЕФШЫвВЮДБиХЊЕУЖЎдЫЖЏПижЦЙцЗЖЃЌжЛгаЖЎЕУЛњаЕЕФЛљБОжЊЪЖгжЪмЙ§ШэМўЙЄГЬбЕСЗЕФШЫЃЌВХЛсРэНтдЫЖЏПижЦЙцЗЖЁЃЮЪЬтЕФжЂНсдкгкЮвУЧЕФжЊЪЖашвЊИќаТЃЌШУИуЛњаЕЕФШЫОпгаШэМўКЭШэМўЙЄГЬЕФЛљДЁЁЃ
ЃЈЖўЃЉдЫЖЏПижЦЪЧжЧФмжЦдьзАБИПижЦЕФживЊЛљДЁ
дЫЖЏПижЦММЪѕЪЧзАБИСьгђКЭжЦдьаавЕЕФКЫаФММЪѕЁЃетЪЧвђЮЊЛњаЕзАБИЕФжЦдьМгЙЄЙІФмвЛАуЪЧЭЈЙ§ЦфЯрЙиВПМўЕФдЫЖЏРДЪЕЯжЁЃОЁЙмжЦдьМгЙЄЕФдРэГЃГЃгаКмДѓЕФВювьЃЌЕЋЪЧЖМРыВЛПЊЛњаЕВПМўЕФдЫЖЏЁЃДгетИівтвхЩЯЫЕЃЌдЫЖЏЪЧЛњаЕзАБИЕФБОжЪЬиеїЁЃ
дЫЖЏПижЦЗКжИЭЈЙ§ФГжжЧ§ЖЏВПМўЃЈжюШчвКбЙБУЁЂжБЯпЧ§ЖЏЦїЃЌЛђЕчЖЏЛњЃЌЭЈГЃЪЧЫХЗўЕчЛњЃЉЖдЛњаЕЩшБИЛђЦфВПМўЕФСІЛђСІОиЁЂЮЛжУЁЂЫйЖШЁЂМгЫйЖШКЭМгЫйЖШБфЛЏТЪНјааПижЦЃЌДгЖјДяЕНдЄЩшЕФНсЙћЁЃгЩДЫПЩМћЃЌдЫЖЏПижЦЯЕЭГЪЧШЗБЃЪ§ПиЛњДВЁЂЛњЦїШЫМАИїжжЯШНјзАБИИпаЇдЫааЕФЙиМќЛЗНкЁЃЖјЛњЦїШЫКЭЪ§ПиЛњДВЕФдЫЖЏПижЦвЊЧѓИќИпЃЌЦфдЫЖЏЙьМЃКЭдЫЖЏаЮЬЌВЛЭЌгкЦфЫћаавЕзЈгУЕФЛњаЕзАжУЃЈШчАќзАЛњаЕЁЂгЁЫЂЛњаЕЁЂЗФжЏЛњаЕЁЂзАХфЯпЁЂАыЕМЬхЩњВњЩшБИЃЉЁЃЖјЖЈЮЛЕФОЋЖШЁЂдкШЗБЃдЫЖЏЙьМЃЕФЭЌЪБКЯРэЕибЁдёдЫЖЏЕФЫйЖШКЭМгЫйЖШвдМАЙ§ЖЩВЮЪ§ЃЌВЛЭЌЛњаЕВПМўдЫЖЏЕФЭЌВНЛђХфКЯЃЌЖМЪЙЕУдЫЖЏПижЦЕФЙ§ГЬЯрЕБЕФИДдгЁЃ
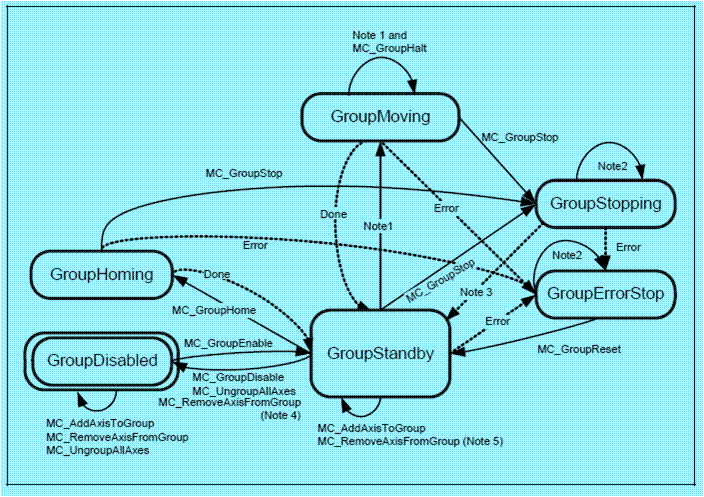
ЭМ1 дЫЖЏПижЦИїЛљБОвЊЫиМфЕФЙиЯЕ
дЫЖЏПижЦЕФЛљБОвЊЫижЎМфЕФЙиЯЕШчЭМ1ЫљЪОЁЃВЛЙ§гЩгкдЫЖЏВПМўЖМгавЛЖЈжЪСПЃЌдЫЖЏвЊЫиЯдШЛЛсЪмЕНвЛЖЈдМЪјЃЌМгжЎТњзуЛњаЕзАжУЕФЙІФмвЊЧѓвЊПМТЧЦфдЫЖЏбЇКЭЖЏСІбЇЕФЯожЦЃЌвђДЫдЫЖЏПижЦОЭВЛПЩФмЪЧНіНіТњзуИїжжЛљБОвЊЫиМАЦфЙиЯЕФЧУДМђЕЅЃЌЛЙвЊПМТЧаэЖрИДдгЕФБпНчЬѕМўКЭдМЪјЃЌР§ШчзјБъЯЕЕФБфЛЛКЭФцБфЛЛЁЂдЫЖЏЕФЛьГЩКЭЛКГхЕШЕШЁЃ
ГЄЦквдРДЃЌгУЛЇПЩдкКмДѓЗЖЮЇФкбЁдёЪЕЯждЫЖЏПижЦЕФгВМўЁЃВЛЙ§ЃЌУПжжгВМўЖМвЊЧѓЖРздЖјЮоЗЈМцШнЕФПЊЗЂШэМўЁЃМДЪЙЫљвЊЧѓЕФЙІФмЭъШЋЯрЭЌЃЌдкИќЛЛСэвЛжжгВМўЪБЃЌвВашвЊжиаТБраДШэМўЁЃетвЛРЇШХдЫЖЏПижЦгУЛЇЕФЮЪЬтЃЌЦфЪЕжЪОЭЪЧШчКЮЪЕЯждЫЖЏПижЦШэМўЕФБъзМЛЏЮЪЬтЁЃPLCopenзщжЏПМТЧЕНгУЛЇДцдкдЫЖЏПижЦШэМўБъзМЛЏЕФашЧѓЃЌДг1996ФъОЭНЈСЂСЫдЫЖЏПижЦЙцЗЖЙЄзїзщЃЌРњЪБЪЎЖрФъЭъГЩСЫетвЛОпгаЬєеНадЕФЙЄзїЁЃ
PLCopenПЊЗЂдЫЖЏПижЦЙцЗЖФПЕФдкгк: дкIEC 61131-3ЮЊЛљДЁЕФБрГЬЛЗОГЯТЃЌ дкПЊЗЂЁЂАВзАКЭЮЌЛЄдЫЖЏПижЦШэМўЕФИїИіНзЖЮЃЌаЕїВЛЭЌЕФБрГЬПЊЗЂЦНЬЈ,ЪЙЫќУЧЖМФмТњзудЫЖЏПижЦЙІФмПщЕФБъзМЛЏвЊЧѓЁЃЛЛОфЛАЫЕЃЌ PLCopenдкдЫЖЏПижЦБъзМЛЏЗНУцЫљВЩШЁЕФММЪѕТЗЯпЪЧЃЌдкIEC 61131-3ЮЊЛљДЁЕФБрГЬЛЗОГЯТЃЌНЈСЂБъзМЕФдЫЖЏПижЦгІгУЙІФмПщПтЁЃетбљНЯШнвзШУдЫЖЏПижЦШэМўзіЕНЃКПЊЗЂЦНЬЈЖРСЂгкдЫЖЏПижЦЕФгВМўЃЌОпгаСМКУЕФПЩИДгУадЃЌвдМАдкПЊЗЂЁЂАВзАКЭЮЌЛЄЕШИїИіНзЖЮЖМФмТњзудЫЖЏПижЦЙІФмПщЕФБъзМЛЏвЊЧѓЁЃзмЖјбджЎЃЌIEC 61131-3ЮЊЛњаЕВПМўЕФдЫЖЏПижЦЬсЙЉвЛжжСМКУЕФМмЙЙЁЃ
PLCopenЮЊдЫЖЏПижЦЬсЙЉЙІФмПщПтЃЌзюЯджјЕФЬиЕуЪЧЃКМЋДѓдіЧПСЫдЫЖЏПижЦгІгУШэМўЕФПЩИДгУадЃЌДгЖјМѕЩйСЫПЊЗЂЁЂХрбЕКЭММЪѕжЇГжЕФГЩБОЃЛжЛвЊВЩгУВЛЭЌЕФПижЦНтОіЗНАИЃЌОЭПЩАДееЪЕМЪвЊЧѓЪЕЯждЫЖЏПижЦгІгУЕФПЩРЉПЩЫѕЃЛЙІФмПщПтЕФЗНЪНБЃжЄСЫЪ§ОнЕФЗтзАКЭвўВиЃЌНјЖјЪЙжЎФмЪЪгІВЛЭЌЕФЯЕЭГМмЙЙЃЌЦЉШчЫЕМЏжаЕФдЫЖЏПижЦМмЙЙЁЂЗжВМЪНЕФдЫЖЏПижЦМмЙЙЃЌЛђепМШгаМЏжагжгаЗжЩЂЕФМЏГЩдЫЖЏПижЦМмЙЙЃЛИќжЕЕУзЂвтЕФЪЧЃЌЫќВЛЕЋЗўЮёгкЕБЧАЕФдЫЖЏПижЦММЪѕЃЌЖјЧввВФмЪЪгІе§дкПЊЗЂЕФЛђНёКѓЕФдЫЖЏПижЦММЪѕЁЃ
ЫљвдЮвУЧЫЕЃЌIEC 61131-3гы PLCopenдЫЖЏПижЦЙцЗЖЕФНєУмНсКЯ,ЬсЙЉСЫРэЯыЕФЛњЕчвЛЬхЛЏЕФНтОіЗНАИЁЃ
ЃЈШ§ЃЉPLCopenдЫЖЏПижЦЙцЗЖИХЪі
PLCopenЙњМЪзщжЏжЦЖЈЕФдЫЖЏПижЦЙцЗЖЃЌЯжвбГЩЮЊЙњМЪЙЋШЯЕФЪТЪЕЩЯЕФдЫЖЏПижЦБъзМЁЃБэ1ИјГіЙцЗЖЕФзщГЩЃЌОЙ§РњДЮЕФаоЖЉЃЌЯждкЕк1КЭЕк2ВПЗжвбКЯВЂЁЃ

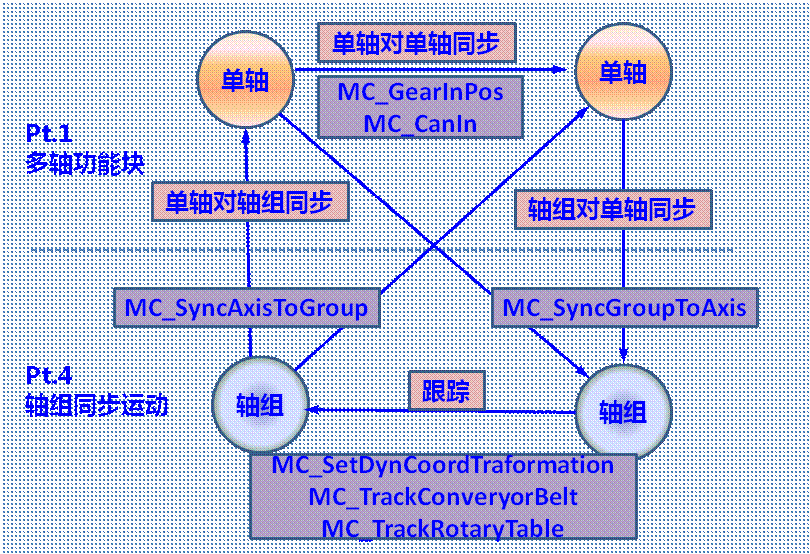
ЛљБОЩЯЃЌУПИіЙцЗЖЖМАќКЌСЫ3ИіФкШнЃКЖЈвхзДЬЌЛњЃЌЖЈвхЕЅжсКЭЖржсдЫЖЏПижЦЙІФмПщЕФЛљБОМЏКЯЃЌЙцЖЈЗћКЯЙцдђКЭгяОфЁЃ
ЃЈ1ЃЉдЫЖЏПижЦЙцЗЖЕФКЫаФММЪѕМАЦфкЙЪЭ
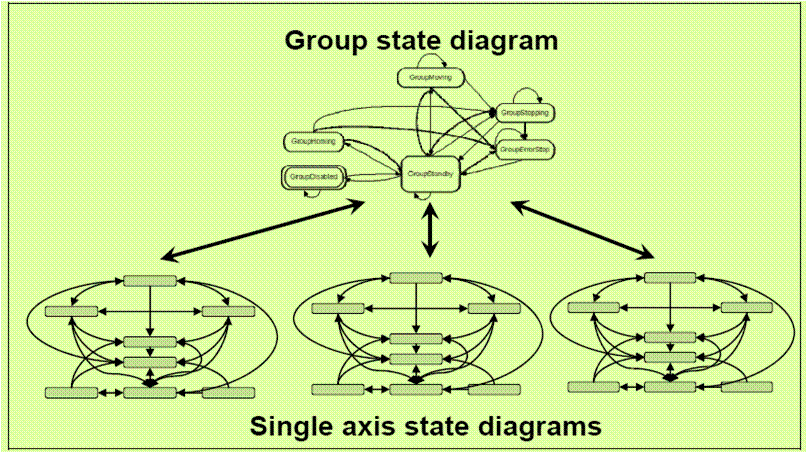
ДгММЪѕЩЯНВЃЌЮвУЧПЩвдАДЦфаЕїПижЦЕФНсЙЙАбдЫЖЏПижЦЛЎЗжЮЊСНРрЃКЂйжїжс/ДгжсдЫЖЏПижЦЁЃМДИљОнжїжсЕФЖЈЮЛЩњГЩвЛИіЛђЖрИіДгжсЕФЖЈЮЛУќСюЁЃЂкЖржсдЫЖЏПижЦаЕїНсЙЙЃЌЦфжаУЛгажїжсДгжсжЎЗжЃЌжЛгагЩЖрИіжсЙЙГЩЕФМЏКЯЃЌГЦжЎЮЊжсзщЃЈЛђжсМЏКЯЃЉЁЃжЛгаетбљВХПЩФмНјааИќКУЕФЙьМЃКЭТЗОЖЙцЛЎЃЌНтОіCNCЁЂЛњЦїШЫЕШЕФИДдгдЫЖЏПижЦЮЪЬтЁЃ
PLCopenдЫЖЏПижЦЙцЗЖеыЖдаЮЪНИївьЕФдЫЖЏПижЦаЮЬЌНјааГщЯѓЃЌЗжБ№жЦЖЈЕЅжсКЭжсзщЕФзДЬЌЭМЃЌВЂВћУїСЫЫћУЧжЎМфЕФЙиЯЕЃЈМћЭМ2КЭЭМ3ЃЉЁЃИУЙцЗЖжЦЖЈСЫвЛЯЕСаЕФЛљБОЙІФмПщЃЌБугкАДдЫЖЏПижЦЕФвЊЧѓдкИїИізДЬЌжЎМфзЊвЦЁЃЭЈЙ§ЖЈвхвЛзщОпгаЯрЙиаЕїдЫЖЏЙІФмадЕФЙІФмПщЃЌвдМАЖЈвхвЛИіИпВуМЖЕФзДЬЌЭМРДСДНгИУжсзщФкЕФЖрИіЕЅжсЕФзДЬЌЭМЃЌДяЕНЖржсаЕїдЫЖЏПижЦЁЃЭМ4ИјГідкжї/ДгНсЙЙЯТЕЅжсКЭжсзщЕФаЕїдЫЖЏПижЦЪОвтЭМЁЃ
ЭМ2 жїжс/ДгжсНсЙЙЕФдЫЖЏПижЦЙцЗЖЕФзДЬЌЭМ
ЭМ3 ЖржсЃЈжсзщЃЉаЕїдЫЖЏПижЦзДЬЌЭМгыЕЅжсзДЬЌЭМЕФЙиЯЕ
ЭМ4 жї/ДгНсЙЙЯТЕЅжсКЭжсзщЕФаЕїдЫЖЏПижЦ
дЫЖЏПижЦзюживЊЕФЪЧПижЦдЫЖЏЕФЙьМЃЃЌЖјЙьМЃПижЦЕФБОжЪдкгкаЕїСНИіЛђЖрИіжсЕФдЫЖЏЃЌвджИЖЈЕФЫйЖШДгФГИіЦ№ЕубизХЫљЙцЖЈЕФТЗОЖЕНДяФГИіФПБъЕуЁЃЫљЮНТЗОЖПЩвдЪЧжБЯпдЫЖЏЁЂдВжмдЫЖЏЃЌЛђепЪЧШ§ЮЌЗТаЮдЫЖЏЁЃдкШ§ЮЌПеМфжавЊЙцЖЈвЛжжТЗОЖЃЈЛђепШЮвтЮЛжУаХЯЂЃЉашвЊвЛжжзјБъЯЕЁЃ
дкPLCopenдЫЖЏПижЦЙцЗЖЕФЕкЫФВПЗжЃЌНЋзјБъЯЕЖЈвхЮЊЃКжсзјБъЯЕACSЁЂЛњаЕзјБъЯЕMCSЁЂКЭВњЦЗЃЈЛђЙЄМўЃЉзјБъЯЕPCSЃЌЯъМћЭМ5ЁЃжсзјБъЯЕACSЪЧжИЯрЖдгкЕЅЕчЛњКЭЕЅЧ§ЖЏЦїЙЙГЩЕФЕЅжсЯЕЭГЫљаЮГЩЕФзјБъЯЕЁЃЛњаЕзјБъЯЕMCSЪЧжИЯрЖдгкЛњаЕзАжУЕФзјБъЯЕЃЌетЪЧвЛИідЕуЮЊЙЬЖЈЮЛжУЕФжБНЧзјБъЯЕЃЌЖјдЕудђдкЛњаЕзАжУЦєЖЏЪБгшвдЖЈвхЁЃЭЈЙ§ЧАЯђКЭКѓЯђЕФдЫЖЏбЇБфЛЛЃЌПЩНЋЖрИіЕЅжсзјБъЯЕACSгыЛњаЕзјБъЯЕMCSСЌНгЦ№РДЁЃВњЦЗзјБъЯЕPCSдкCNCжаГЃГЦЮЊГЬађзјБъЯЕЃЈЛђГЬађдБзјБъЯЕЃЉЁЃЭЈГЃЧщПіЯТЃЌPCSНЈСЂдкMCSЕФЛљДЁЩЯЃЌМДЭЈЙ§MCSвЦЮЛЃЈвВПЩа§зЊЃЉРДНЈСЂPCSЁЃPCSЕФСуЕугыВњЦЗЯрЙиЃЌдкдЫааЦкМфПЩгУГЬађРДИФБфСуЕуЁЃЭЈЙ§дкPCSжажИЖЈвЛИіЙьМЃОЭФмзМШЗУшЪіИУЙьМЃЃЌЖјгыЛњаЕзАжУЮоЙиЁЃЭЈГЃНјаажБНЧЛђжљУцБфЛЛЃЌОЭПЩвдНЋPCSгГЩфЮЊMCSЃЌЛђепНЋMCSгГЩфЮЊPCSЁЃ
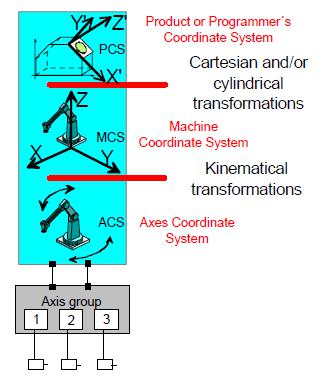
ЭМ5 дЫЖЏПижЦжаЕФШ§ИізјБъЯЕ
ЮЊСЫНтОіЪ§ПиЛњДВКЭЛњЦїШЫЪЕМЪгІгУжаБиаыЭзЩЦДІРэЕФвЛаЉЙиМќММЪѕЮЪЬтЃЌ PLCopenЕФдЫЖЏПижЦЙцЗЖЕкЫФВПЗжИјГіСЫвдЯТЙиМќММЪѕЕФУшЪіЃЌвдМАЪЕЪЉетаЉММЪѕЕФЙІФмПщКЭЯргІЙцдђЁЃЫќУЧЪЧЃКзјБъЯЕБфЛЛКЭФцБфЛЛЁЂдЫЖЏбЇБфЛЛКЭФцБфЛЛЁЂдЫЖЏЙьМЃЙцЛЎЁЂдЫЖЏЛьГЩЃЈblendingЃЉЁЂЫйЖШКЭМгЫйЖШЦНЛЌЃЈbufferingЃЉЁЃ
вдЮхжсСЊЖЏЪ§ПиЛњДВЮЊР§РДЫЕУїЮЊЪВУДашвЊбљЬѕТЗОЖВхВЙКЭМгЫйЖШЦНЛЌЁЃЮхжсЯпадЕЖОпТЗОЖгЩвЛЯЕСаЕФжИСюЖЈвхЃЌУПвЛИіРыЩЂжИСюАќКЌЮЛжУКЭЗНЯђаХЯЂЃЌЦфжаЮЛжУЪИСПУшЪіЕЖМтЕуЃЈTCPЃЌTool Central PointЃЉЕФЙьМЃЃЌЗНЯђЪИСПУшЪіЕЖжсЕФЗНЯђЁЃЖдетаЉРыЩЂжИСюНјааЯпадВхжЕЃЌОЭЛёЕУСЫЕЖОпЕФСЌајдЫЖЏЁЃНЋЪ§ПижИСюЗЂИјЪ§ПиЯЕЭГКѓЃЌЪ§ПиЯЕЭГНЋдкЛњДВЖЏСІбЇЬиадЕФдМЪјЯТЃЌЪЕЪБЙцЛЎГіУПвЛИіжсЕФЮЛжУЁЂЫйЖШКЭМгЫйЖШЁЃПЩвдПДГіЕЖОпТЗОЖНЋгАЯьЛњДВНјИјЕФЖЏЬЌЬиадЃЌШчЙћЕЖОпТЗОЖЪЧЯпадЕФЃЌЕЖОпдЫЖЏБЛЖЈвхЮЊЯрСкЙьМЃжЎМфЕФжБЯпЖЮдЫЖЏЁЃЖјдкЯпЖЮСЌНгЕуДІЃЌЕЖОпЙРМЦЕФЧаЯђКЭЧњТЪЖМЪЧВЛСЌајЕФЁЃПМТЧЪ§ПиЛњДВЕФзюДѓМгЫйЖШКЭМгЫйЖШБфЛЏТЪЃЈдОЖШЃЉЖМЪЧгаЯожЕЃЌетжжВЛСЌајЭљЭљЕМжТНјИјЫйЖШВњЩњВЈЖЏЃЌЖјетжжВЈЖЏНЋдьГЩЛњДВЕФецЪЕНјИјЫйЖШвЊЕЭгкЪ§ПиДњТыжажИЖЈЕФНјИјЫйЖШЁЃвђДЫЃЌгУЙтЛЌЕФВЮЪ§бљЬѕЧњЯпРДШЁДњЯпадЕЖОпТЗОЖЃЌЯдШЛЪЧЬсИпМгЙЄаЇТЪКЭМгЙЄБэУцжЪСПЕФживЊЗНЗЈЁЃгЩЩЯЗжЮіПЩМћЃЌЮхжсбљЬѕЙьМЃВхВЙКЭМгЫйЖШЦНЛЌЪЧЮхжсСЊЖЏИпЫйИпОЋЖШЙьМЃИњзйЕФЙиМќММЪѕЁЃ
ВхВЙаЭдЫЖЏПижЦЕФЛљБОВПЗжЪЧЖджсзщЪЕЪЉвЛСЌДЎСЌајЁЂЧвОпгаЛКГхЕФдЫЖЏУќСюЕФЛьГЩЁЃШчЙћУЛгаЛьГЩЃЌжсзщЕФTCPЛсЯђЧАдЫЖЏжСУќСюЫљвЊЧѓЕФЮЛжУИННќЃЌМѕЫйВЂОЋзМЕиЭЃдкИУЮЛжУВЛЖЏЃЌНгЯТШЅЕФЛКГхМѕЫйдЫЖЏУќСюВЛЛсБЛМЄЛюЁЃЯдШЛЃЌвЊдЫЖЏЕНЯТвЛИіЕужсзщБиаыдйМгЫйЁЃдкаэЖргІгУжаЃЌЛсвЊЧѓTCPОпгаВЛЭЌЕФааЮЊЬиадЃЌБШШчВЛЭЃЖйЕФСЌајдЫЖЏЃЌетбљПЩвдМѕЩйМгЙЄДІРэЕФбЛЗЪБМфЃЈР§ШчзЅШЁКЭЗХжУЃЉЃЛЛђепЪЧЮЊСЫМѕЩйЛњаЕгІСІЃЌвЊЩњГЩЦНЛЌЕФдЫЖЏЃЛСэЭтЃЌгааЉгІгУвЊЧѓTCPНјааКуЫйдЫЖЏЃЈШчХчЭПЁЂКИНгЁЂНККЯЕШЃЉЁЃжюШчДЫРрЕФетаЉвЊЧѓЖМПЩвдгУВЛЭЌРраЭЕФдЫЖЏЛьГЩМгвдТњзуЃЌЦфЙВЭЌЕуЪЧЭЈЙ§аое§дЪМЕФТЗОЖЃЌДгЖјЕУЕНЦНЛЌЖјУЛгаЙеНЧЕФЙьМЃЁЃ
дкЖржсаЕїдЫЖЏПижЦжаЖдВхВЙдЫЖЏУќСюЕФЛьГЩВЛЭЌгкЕЅжсдЫЖЏжаЕФЛьГЩЁЃЖдЕЅжсЖјбдЃЌУќСюЫљжИЖЈЕФЮЛжУзмЪЧПЩвдДяЕНЕФЁЃдкЖржсаЕїдЫЖЏжаЃЌЕНДяЃЈЛђОЙ§ЃЉУќСюЫљжИЖЈЮЛжУЕФЪБПЬЃЌПЩвдАДееЛКГхФЃЪНЃЈBufferModeЃЉЕФЪфШыВЮЪ§РДИФБфЁЃВхВЙдЫЖЏПижЦжаЕФдЫЖЏЛьГЩРраЭгыгІгУКЭЙ§ГЬЯрЙиЃЌвђДЫБиаыдкВхВЙдЫЖЏПижЦжаЕМШыЖржжаТЕФдЫЖЏЛьГЩРраЭЁЃВЛЭЌЕФВхВЙЗНЗЈЛсЪЙгУВЛЭЌЕФЛьГЩЪфШыВЮЪ§ЃЌЫљвдвЊАДЫљВЩгУЕФВхВЙЗНЗЈИФБфЛьГЩЪфШыВЮЪ§ЁЃЕБШЛЃЌдЫЖЏПижЦЦїВњЦЗЙЉгІЩЬПЩИљОнздМКЕФОїЧЯКЭОбщРДЙцЖЈЛьГЩЙІФмПщЕФЪфШыВЮЪ§ЁЃ
ЃЈ2ЃЉЙмРэРрЙІФмПщКЭдЫЖЏРрЙІФмПщ
PLCopenдЫЖЏПижЦЙцЗЖЕФЕк1ВПЗжКЭЕк4ВПЗжЖМАбЙІФмПщЛЎЗжЮЊЙмРэКЭдЫЖЏСНДѓРрЁЃЫљЮНЙмРэРрЙІФмПщжЛЖддЫЖЏПижЦЕФГЬађжДаавЛЖЈЕФЙмРэЙІФмЃЌБугкЪЕЯжЙмРэШЮЮёЕФПЩБрГЬЃЌЕЋВЛЛсв§Ц№жсЕФдЫЖЏЁЃР§ШчЩЯЕчЙІФмПщMC_PowerзЈУХЙмРэЙЉЕчЕчдДЕФзДЬЌЃЌЖСШЁжсзДЬЌаХЯЂЕФЙІФмПщMC_ReadStatusзЈУХЖСШЁжсЕФзДЬЌаХЯЂЕШЕШЁЃЫљЮНдЫЖЏРрЙІФмПщЙЫУћЫМвхЖМЪЧФмв§ЗЂжсдЫЖЏЕФЙІФмПщЃЌЪЧЖддЫЖЏПижЦгВМўзЪдДНјааащФтЛЏЕФБэДяЃЌШчЛидЕуЙІФмПщMC_HomeЁЂЭЃжЙЙІФмПщMC_StopЁЂОјЖддЫЖЏЙІФмПщMC_MoveAbsoluteЁЂЯрЖддЫЖЏЙІФмПщMC_MoveRelativeЕШЕШЁЃОЁЙмPLCopenдЫЖЏПижЦЙцЗЖЪЧдкЪЎМИФъЧАПЊЗЂЕФЃЌЕЋетбљЕФЗжРрЭъШЋЗћКЯНќФъРДе§дкЗЂеЙЕФШэМўЖЈвхвЛЧаЕФддђЃЌНЋДЋЭГЕФвЛЬхЪНгВМўЩшЪЉЗжНтЮЊЛљДЁгВМўащФтЛЏКЭЙмПиШэМўСНИіВПЗжЁЃ
ЃЈ3ЃЉзјБъЯЕМАЦфБфЛЛ
ЮЊСЫдкПеМфЙцЖЈвЛИіЕуЛђвЛИіЗНЯђЃЌЦфЫљдкЮЛжУзмгІИУВЮеевЛИізјБъЯЕЁЃЭЈЙ§БфЛЛЃЌПЩНЋДЫзјБъЯЕБфЛЛЮЊСэЭтЕФзјБъЯЕЁЃдкPLCopenдЫЖЏПижЦЙцЗЖжаЃЌЭЈЙ§НЋетаЉЖдгкБрГЬдБРДЫЕНЯИДдгЕФБфЛЛЗтзАЮЊЙІФмПщЃЌЪЙЫћУЧдкШеГЃЙЄзїжаНјааетаЉБфЛЛЪБЕУаФгІЪжЁЃ
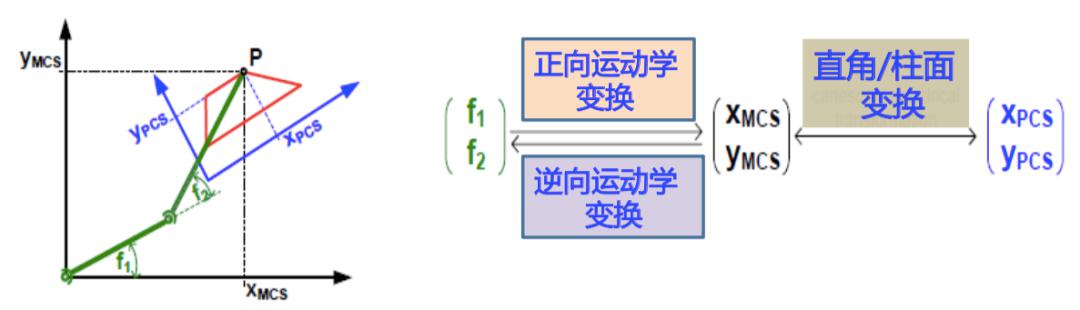
ЭМ6 ACSЁЂMCSКЭPCSзјБъЯЕБфЛЛОйР§
ИјГівЛИізјБъЯЕБфЛЛЕФОйР§ЁЃЮЊБэЪіДІгквЛИі2ЮЌЙЄМўЃЈЭМ6жаКьЩЋЕФЬнаЮЃЉЩЯЕФPЕуЃЌПЩвдЕШаЇЕФгУPCSзјБъЯЕЃЈРЖЩЋЃЉЁЂMCSзјБъЯЕЃЈКкЩЋЃЉКЭACSзјБъЯЕЃЈТЬЩЋЃЉгшвдЖЈвхЁЃдкPCSжаЃЌPPCS=ЃЈXPCS,YPCSЃЉЃЛдкMCSжаЃЌ PMCS=ЃЈXMCS,YMCSЃЉЃЛдкACSжаЃЌШчЙћЪЧвЛИіОпгаСНИіа§зЊжсЕФSCARAЛњЦїШЫЃЌдђPACS=ЃЈf1,f2ЃЉЁЃ
ШчКЮМђЕЅРэНтдЫЖЏбЇБфЛЛЮЪЬтФиЃПжсЭЈЙ§ЛњаЕСЌНгЃЌЪЙДІдкПеМфжаЕФЕЖОпжааФЕуЃЈМДЕЖМтЃЌЛђTCPЃЉВњЩњдЫЖЏЁЃTCPЪЧЛњаЕзАжУжавЛИіКмЖРЬиЕФЕуЃЌгаЪБвВГЦЫќЮЊВйзнЕуЃЈeffectorЃЉЁЃЭЈЙ§дЫЖЏбЇБфЛЛНЋACSгыMCSжЎМфНЈСЂЖдгІЙиЯЕЃЌПЩАбACSжаЕФвЛИіЮЛжУБфЛЛЮЊMCSжаЕФвЛИіЮЛжУЃЌетНазіе§ЯђБфЛЛЃЛЗДЙ§РДвВПЩдЫгУФцБфЛЛЃЌАбMCSжаЕФвЛИіЮЛжУзЊЛЛЮЊACSжаЕФвЛИіЮЛжУЁЃЭМ7ЕФзѓАыБпЪЧвЛИіМђЕЅЕФжБНЧаЭЛњаЕНсЙЙЃЌЦфжсе§КУЖдгІMCSЕФ3ИізјБъжсXЁЂYКЭZЃЌЮвУЧПЩвдгУXЁЂYКЭZЕФзјБъРДжБНгЖЈвхЦфЩЯЕФTCPЃЌНјаадЫЖЏбЇБфЛЛКмЗНБуЁЃдкетжжзюМђЕЅЕФЧщаЮЯТACSЕШЭЌгкMCSЁЃЕЋдкЙЄвЕЪЕМЪжаЃЌгааэЖрЗЧжБНЧЕФНсЙЙЃЌШчSCARAЛњЦїШЫКЭШ§НХМмЃЌетЪБдЫЖЏбЇБфЛЛОЭБфЕУИДдгСЫЁЃ
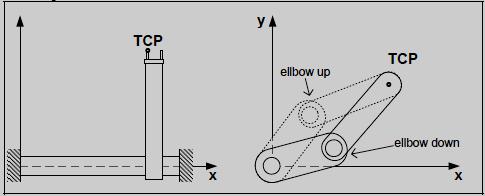
ЭМ7 МђЕЅжБНЧЛњаЕНсЙЙЕФдЫЖЏбЇБфЛЛОйР§
дкTCPБиаыИњЫцвЛИідЫЖЏФПБъЪБЃЌЭъГЩетжждЫЖЏОЭвЊНјааЖЏЬЌзјБъБфЛЛЃЌЪЙPCSЯрЖдгкMCSдЫЖЏЁЃЯШвЊМЄЛюзјБъЯЕБфЛЛЙІФмПщMC_SetDynCoordTransformЃЌетбљИУжсЛсИњЫцИУЖЏЬЌБфЛЛЃЌЛђепЭЃдкОВЬЌЕФACSЃЈЛђMCSЃЉФкЁЃЯТУцОйР§ЃКЙЄМўЫцДЋЫЭДјдЫЖЏЙ§ГЬжаЃЌгУЛњЦїШЫДгвЛИіЙЬЖЈЮЛжУзЅШЁвЛИіТнЖЄЃЌШЛКѓАбТнЖЄЙЬЖЈдкЙЄМўЩЯЃЌВЂХЁНєЁЃЮЊСЫЭъГЩетИіШЮЮёЃЌЮвУЧПЩвдНЋећИіЙ§ГЬВ№ЗжЮЊ9ВНЁЃСаГіУПвЛВНЕФдЫЖЏУќСювдМАжсЃЈДЋЫЭДјЃЉКЭжсзщЃЈЛњЦїШЫЃЉЕФааЮЊЁЃЭМ8ЪОГіет9ВНЖЏзїМАЯргІЕФЫЕУїЁЃНгзХбЁдёКЯЪЪЕФЙІФмПщЃЌЖЈвхЪфШыКЭЪфГіВЮЪ§ЃЌБуПЩЭъГЩПЩвджДааЕФБрГЬЁЃ
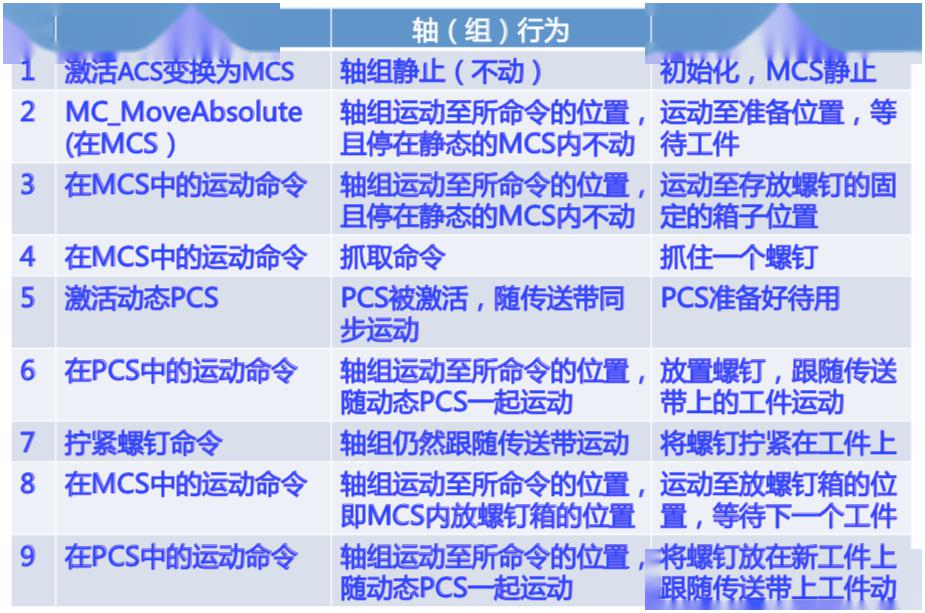
ЭМ8 зјБъЯЕЖЏЬЌБфЛЛгІгУОйР§
ЃЈЫФЃЉPLCдЫЖЏПижЦММЪѕЁЂЛњЦїШЫММЪѕКЭCNCММЪѕЕФШкКЯЗЂеЙ
жЧФмжЦдьКЭжЧЛлЙЄГЇе§дкШЋЧђХюВЊЗЂеЙЃЌвЛИіЪзЕБЦфГхЕФЙиМќОЭЪЧCNCКЭЛњЦїШЫетаЉжЦдьЕЅдЊЕФПЊЗХМмЙЙЮЪЬтЁЃMESЁЂERPЁЂCAMЕШЙмРэКЭЩшМЦШэМўЖМвЊЧѓжЦдьЩшБИВуФмЬсЙЉЛљгкITММЪѕЕФШэгВМўНгПкЃЌЖјЧвжЧФмжЦдьММЪѕЕФЪЕЯжвВвЊЧѓCNCЁЂЛњЦїШЫКЭЦфЫќжЦдьЕЅдЊКЭЩшБИжЎМфНЈСЂПЊЗХадЕФЭјТчКЭШэМўНгПкЁЃгыДЫЭЌЪБЃЌгЩгкЧ§ЖЏММЪѕКЭЛњЦїШЫММЪѕЕФЗЂеЙЃЌЪЙЕУгУЛњЦїШЫРДПижЦCNCМгЙЄЕЅдЊГЩЮЊПЩФмЁЃвдЩЯетаЉЖМЫЕУїСЫжЧФмжЦдьзюЧАбиЕФвЛИіжЕЕУЙизЂЕФЖЏЯђЃЌетОЭЪЧPLCМАдЫЖЏПижЦММЪѕЁЂЛњЦїШЫММЪѕКЭCNCММЪѕе§дкГЪЯжШкКЯЗЂеЙЕФЧїЪЦЁЃ
ВЛЙ§ЃЌЖдгкДЋЭГЕФCNCКЭЛњЦїШЫГЇЩЬРДЫЕЃЌжСНёЮЊжЙЖдгкПЊЗХМмЙЙВЂУЛгаЗЧГЃЗНБуКЭИпаЇТЪЕФЗНАИЃЌЫћУЧвЊбИЫйЪЪгІБфЛЏвВЗЧМнЧсОЭЪьЃЌвђЮЊетаЉДЋЭГГЇЩЬЕФгВМўОјДѓЖрЪ§ЪЧЛљгкRISCаОЦЌЁЃЯдЖјвзМћЃЌвЊЪЕЯжИќЮЊПЊЗХЕФITМЏГЩЃЌВЩгУIntelЕФCISCаОЦЌЛсЧсЖјвзОйЕУЖрЁЃ
бигУДЋЭГЕФИХФюЃЌPLCГаЕЃТпМПижЦКЭЫГађПижЦЕФШЮЮёЃЈЭъГЩЭЈгУдЫЖЏПижЦШЮЮёЕФФмСІвВдкВЛЖЯМгЧПЃЉЃЌЛњЦїШЫПижЦЦїЭъГЩЛњЦїШЫдЫЖЏЙцЛЎЕФШЮЮёЃЌЖјCNCПижЦЦїИКд№Ъ§ПиЛњДВЕФПижЦЃЌвЊНЋетШ§ИіЯЕЭГМЏГЩдквЛЦ№ЃЌНЋУцСйНЯИпГЩБОЁЂФбвдДяЕНЭЌВНдЫааЁЂПЊЗЂЪБМфГЄЕШвЛЯЕСаЕФЮЪЬтЁЃЮЊДЫЃЌЭЛЦЦДЋЭГЫМЮЌЃЌГфЗжЗЂЛгPLCopenдЫЖЏПижЦЙцЗЖЕФзїгУЃЌШУPLCМАдЫЖЏПижЦЁЂЛњЦїШЫЁЂCNCММЪѕШкКЯдквЛИіЯЕЭГжаГЩЮЊЯжЪЕПЩгУЕФНтОіЗНАИЃЌЦфЗЖР§ОЭЪЧгЩЫЙЭММгЬиДѓбЇЕФISGбаОПЫљПЊЗЂЕФISG KernelЁЃISG-KernelЪЧвЛжжКИЧМИКѕЫљгаЕФCNCЁЂЛњЦїШЫКЭдЫЖЏПижЦЕФЛњаЕзАжУПижЦШэМўНтОіЗНАИЃЌЫќПЩвдЧЖШыЕНЛљгкIEC 61131-3ЕФPLCБрГЬЦНЬЈжаЃЌвВПЩвдзїЮЊвЛжжЖРСЂЕФОпгаИпЖЫЙІФмадЕФПижЦШэМўАќЁЃ
ЃЈЮхЃЉНсЪјгя
дкPLCopenдЫЖЏПижЦЙцЗЖЕФгяОГжаЃЌШэМўЖЈвхдЫЖЏПижЦОЭЪЧдЫгУвЛЯЕСадЄЯШЖЈвхКУЕФЙІФмПщЖддЫЖЏПижЦШЮЮёНјааБрГЬЁЃШЛКѓдкОпгадЫЖЏПижЦЙІФмЕФPLCЯЕЭГжДааПижЦШЮЮёЕФЙ§ГЬжаЃЌАДPLCдЫааЕФЙцдђДЎааЕиЕїгУдЫЖЏПижЦЙІФмПщЕФУќСюЁЃгЩгкPLCЕФБрГЬЗћКЯIEC 61131-3БрГЬгябдЙњМЪБъзМЃЌЪьСЗеЦЮеPLCБрГЬЕФММЪѕШЫдБНЯЖрЃЌЬиБ№ЪЧЛњаЕЙЄГЬМАЦфздЖЏЛЏзЈвЕЕФШЫгЩгкгаНЯКУЕФЛњаЕЙЄГЬЛљДЁКЭзЈвЕжЊЪЖЃЌЫћУЧИќШнвзРэНтPLCopenдЫЖЏПижЦЙцЗЖжаЫљЖЈвхЕФЙІФмПщЕФЬиадКЭааЮЊЃЌИќШнвзНгЪмШэМўЖЈвхЛњЦїетвЛИХФюЁЃ
злЩЯЫљЪіЃЌздЖЏЛЏСьгђЪЎгрФъЧАОЭЭъГЩПЊЗЂЕФPLCopenдЫЖЏПижЦЙцЗЖЃЌОЭЪЧЖдЕБНёШчШежаЬьЕФШэМўЖЈвхвЛЧаЃЈSDXЃЉИХФюдкЛњаЕзАБИдЫЖЏПижЦСьгђЕФЭъУРкЙЪЭЁЃЖдИУЙцЗЖЕФЭЦЙуЃЌБиНЋМЋДѓДйНјздЖЏЛЏММЪѕКЭЯШНјITММЪѕЕФШкКЯЃЌДйНјжЧФмжЦдьЕФТфЕиЪЕЯжЁЃ
зїепЃКЩЯКЃЙЄвЕздЖЏЛЏвЧБэбаОПдКЃЌPLCopenжаЙњзщжЏ ХэшЄ













