|
对比内容 |
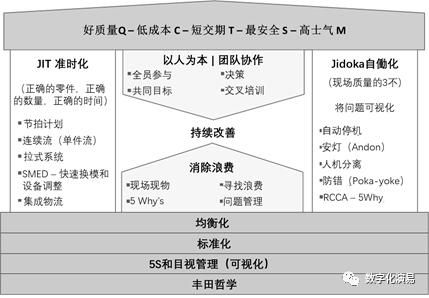
精益生产 |
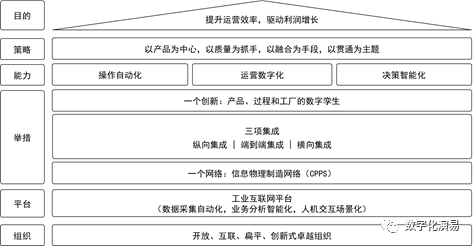
智能制造 |
|
目的 |
准时化和速度 |
高度的柔性 |
|
产品特点 |
带明确配置的标准化产品 |
个性化或完全可配置的个体化产品 |
|
需求的变化 |
有限的变化或将变量最小化 |
随机的、高度的变化 |
|
适用的生产过程 |
以重复式装配为主 |
以离散式加工为主 |
|
管控逻辑 |
与节拍或看板对齐 |
通过复杂算法来计划 |
|
控制理念 |
分散式自控制制造单元并通过物料超市来关联 |
中央式计划与分散式智能互联设备相结合 |
|
生产排程 |
面向消耗的分散式和均衡化 |
综合考虑交期、效率、优先级等因素的算法优化 |
|
工艺路线 |
已定义 |
可变和基于设备负荷的动态调整 |
|
生产触发 |
超市的看板补货 |
客户订单触发排程和工艺路线 |
|
制造原则 |
带“起搏器”的拉式 |
带有交互和动态优化的推拉结合 |
|
需求管理 |
以MTS为主 |
以MTO为主 |
|
设备特点 |
混合式生产单元和产线 |
独立、高度柔性的工作站 |
|
场地需求 |
通常较小 |
通常较大 |
|
装配 |
异步 |
同步 |
|
瓶颈 |
已知 |
变化,取决于产品 |
|
排队管理 |
单件流,尽量避免排队 |
通过算法将之最小化 |
|
供需匹配 |
通过超市来解耦 |
通过IoT和最优路径来集成 |
|
场内运输 |
最小化(消除浪费) |
基于AGV的高度柔性 |
|
协作 |
可视化看板 |
IT系统或电子信息 |
|
沟通方式 |
看板、5S |
IT系统或抬头显示 |
|
错误监测 |
防错 Poka-yoke |
基于人工智能 |
|
交货提前期 |
较短 |
平均来看较长 |
|
产能利用率 |
高 |
低 |
|
生产效率 |
高且确定 |
低且变动 |
实施建议