上汽大众MEB工厂总投资约170亿元,总用地面积41万平方米,总建筑面积62万平方米,规划年产能30万辆。工厂于2018年10月10日完成土地出让合同签订,10月12日取得施工许可证并开工建设,创下了嘉定区社会投资项目审批速度新记录。2019年5月,新工厂各厂房主体结构封顶,设备开始安装调试。2019年10月开始预批量试生产。2019年11月,MEB工厂实现首台全工艺样车下线。首款产品是一款MEB平台纯电动中型SUV,也是上汽大众未来投产的首款ID.家族车型,将于今年11月正式亮相。

MEB工厂采用大众汽车集团全球最先进的数字化生产技术,多项技术在工厂内首次使用。

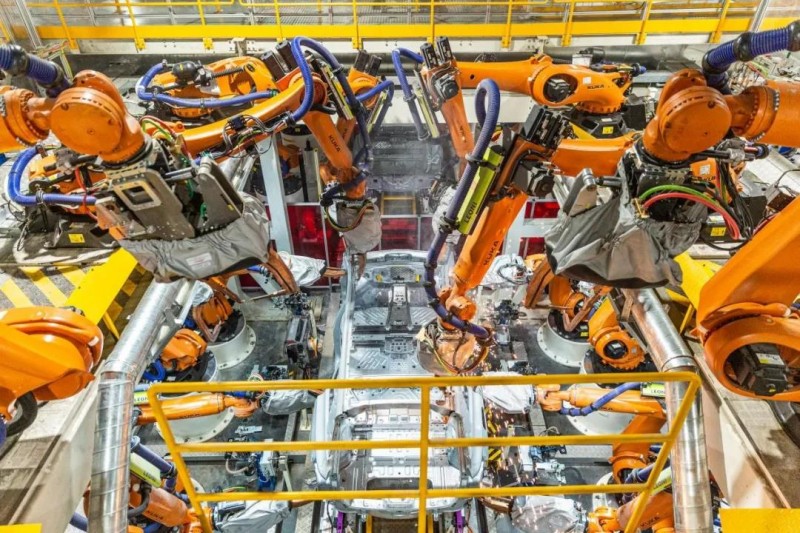
工厂配备多项先进自动化装备
采用1400多台工业机器人,高度自动化。车身和电池车间基本实现无人化全自动生产。广泛应用高度自动化装配和自动测量技术,投入自动拧紧、自动门板喷蜡、全自动合装平台、全自动仪表安装、空中输送线、AGV小车等多项新技术,取代传统人工运输及安装,提升生产稳定性,保障产品高质量。
数字化工厂实现生产“云互联”
采用数字化技术、建立数字化工厂,应用RFID人工智能识别技术、光学识别技术、AR/VR技术、无纸化工厂理念、能源管理系统等先进技术和智感装备,实现制造全过程的智能化和数字化。新工厂也是上汽大众首个实现工业无线网络全覆盖的工厂。车间内布置了大量的AP生产无线热点,结合工业物联网、云存储等互联技术,实现系统集成、数据协同,构建智慧工厂管理平台,打通信息流,实现从设计、生产到销售各个环节的互联互通。
新工厂依托四大核心系统建立
包括中央监控系统(SCADA)、设备智能管理系统(TPMS)、生产关键指标动态管理系统(PMS)、能源智能管理系统(EMS),能够实现生产网联化,形成一个智能制造的闭环,对设备全生命周期进行全方位数字化管理,对耗能和产能调度提供优化策略和优化方案。同时,工厂不断推进智能工艺优化、设备预防性维护、智能辅助决策等智能技术落地,最终实现全过程智能化生产。

车间亮点
冲压车间建筑面积约31680㎡,主要生产单个车型的19个大型内外覆盖件。车间拥有两条世界先进的舒勒伺服高速压机线,并首次采用二层冲压件仓库,使用AGV与升降机对接实现零件在两层仓库之间的运输。两条压机线总吨位达6900t,最高冲次均可达18次/min,且该车间首次将重载型全向AGV应用到零件下线运输中,最大载重达1.5T,使用高级计划排程系统(APS),实现冲压生产计划自动排布。


车身车间分2层结构,一楼主要是门盖、底板1和装配线。二楼主要是侧围、底板2、总拼以及报交线。车身车间的设计生产能力是60JPH,即每小时可以完成60台白车身,年产量30万台。车间采用了大量智能制造先进新技术,拥有机器人946台,自动化率高达84%,是目前上汽大众自动化率最高的车身车间。

120JPH油漆车间是大众汽车集团全球首创的高产能油漆车间,可同时供应MEB工厂与安亭汽车三厂两个厂区。相较于传统的两个60JPH标准化油漆车间,节省建筑面积12%。车间生产能力每小时120台车,是标准化车间的2倍,达产后可完成60万辆的年生产量。

电池车间是上汽大众首个全铝电池壳体自制与电池包装配车间,规划年产能30万台。车间有两层的厂房。二楼是电池壳体线。壳体成品通过升降机自动输送到一楼的电池装配线。电池包完成装配后,通过升降机自动输送到二楼的电池包调序中心,每个电池包与车壳匹配后,通过连廊自动输送到总装车间。

在电池车间,上汽大众首次自制铝制壳体。由于铝合金的热膨胀系数是钢的2倍,焊接过程更容易产生焊接变形,因此对焊接精度要求更高。车间生产的电池包通过了203项严苛测试,同时,为了应对中国更加严苛的电池标准,上汽大众自主设计了整套热量控制系统,万一发生极端情况,可控制5分钟内明火不从电池壳体中冒出,保护驾乘者安全。据大众官方透露,新的电池包寿命将高于8年(12万公里)使用寿命(电池充放电循环测试达到1600次,每个循环相当于整车行驶350公里~550公里)。


总装车间设计生产能力为60JPH,达产后完成30万的年生产量。它是目前大众汽车集团自动化率最高的量产车型总装车间,自动化率达26.2%,模块化程度和柔性更高。车间二层平台有完备的输送线,车身通过连廊从油漆车间输送至总装车间;电池包则通过输送链到达总装车间二层平台,通过升降机下至底盘预装线。

驶下生产线的车辆将在路试区域进行测试。路试区域共有9种测试道路:正弦波路、凸出窨井路、下沉窨井盖、比利时路、粗石块路、摇摆路、蓝玄武岩路、钉头路、沥青路。全长712米。

未来,新工厂还将投产大众汽车集团多个品牌的全新一代纯电动车。基于MEB平台,上汽大众将建构起适合中国消费者的纯电动车“家族”,满足不同消费者的需求。