ЁЁЁЁдкЯжДњЙЄвЕздЖЏЛЏЩњВњжаЃЌЩцМАЕНИїжжИїбљЕФМьВщЁЂВтСПКЭСуМўЪЖБ№гІгУЃЌР§ШчЦћГЕСуХфМўГпДчМьВщКЭздЖЏзАХфЕФЭъећадМьВщЃЌЕчзгзАХфЯпЕФдЊМўздЖЏЖЈЮЛЃЌвћСЯЦПИЧЕФгЁЫЂжЪСПМьВщЃЌВњЦЗАќзАЩЯЕФЬѕТыКЭзжЗћЪЖБ№ЕШЁЃетРргІгУЕФЙВЭЌЬиЕуЪЧСЌајДѓХњСПЩњВњЁЂЖдЭтЙлжЪСПЕФвЊЧѓЗЧГЃИпЁЃ
ЁЁЁЁЭЈГЃетжжДјгаИпЖШжиИДадКЭжЧФмадЕФЙЄзїЪЧгЩШтблРДЭъГЩЕФЃЌЕЋдкФГаЉЬиЪтЧщПіЯТЃЌШчЖдЮЂаЁГпДчЕФОЋШЗПьЫйВтСПЁЂаЮзДЦЅХфвдМАбеЩЋБцЪЖЕШЃЌвРППШтблИљБОЮоЗЈСЌајЮШЖЈЕиНјааЃЌЦфЫќЮяРэСПДЋИаЦївВФбвдЪЄШЮЁЃЫцзХаавЕОКељЕФМгОчЃЌЦѓвЕЖдВњЦЗжЪСПЕФПижЦвбОВЛдЪаэФФХТЪЧ0.1%ЕФШБЯнДцдкЃЌашвЊБЃжЄ100%ЕФМьбщКЯИёТЪЃЈМД“СуШБЯн”ЃЉРДБЃеЯвЕМЈЕФГжајЮШЖЈЕФдіГЄЁЃ
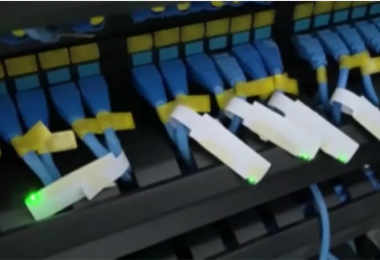
ЁЁЁЁвђДЫЃЌШЫУЧПЊЪМПМТЧгУCCDЯрЛњзЅШЁЭМЯёКѓЫЭШыМЦЫуЛњЛђзЈгУЕФЭМЯёДІРэФЃПщЃЌЭЈЙ§Ъ§зжЛЏДІРэЃЌИљОнЯёЫиЗжВМКЭССЖШЁЂбеЩЋЕШаХЯЂРДНјааГпДчЁЂаЮзДЁЂбеЩЋЕШЕФХаБ№ЁЃетжжЗНЗЈЪЧАбМЦЫуЛњДІРэЕФПьЫйадЁЂПЩжиИДадгыШтблЪгОѕЕФИпЖШжЧФмЛЏКЭГщЯѓФмСІЯрНсКЯЃЌгЩДЫВњЩњСЫЛњЦїЪгОѕМьВтММЪѕЕФИХФюЁЃ
ЁЁЁЁЛњЦїЪгОѕМьВтММЪѕЪЧНЈСЂдкМЦЫуЛњЪгОѕбаОПЛљДЁЩЯЕФвЛУХаТаЫВтЪдММЪѕЁЃгыМЦЫуЛњЪгОѕбаОПЕФЪгОѕФЃЪНЪЖБ№ЁЂЪгОѕРэНтЕШФкШнВЛЭЌЃЌЪгОѕМьВтММЪѕжиЕубаОПЕФЪЧЮяЬхЕФМИКЮГпДчМАЮяЬхЕФЮЛжУВтСПЃЌШчНЮГЕАзГЕЩэШ§ЮЌГпДчЕФВтСПЁЂФЃОпЕШШ§ЮЌУцаЮЕФПьЫйВтСПЁЂДѓаЭЙЄМўЭЌжсЖШВтСПвдМАЙВУцадВтСПЕШЁЃДЫЭтЃЌЛњЦїЪгОѕММЪѕЕФМьВтЯЕЭГЛЙПЩЖдВњЦЗећЬхНјааздЖЏМьВтЃЌЖдгкПижЦВњЦЗЦЗжЪБЃеЯВњЦЗжЪСПвВгазХЗЧГЃживЊЕФзїгУЁЃ
ЁЁЁЁЫцзХИїаавЕЪаГЁЗЂеЙЕФашЧѓЃЌЮЊСЫИќКУЕФСЂзуЪаГЁЃЌЬсЩ§ЦѓвЕОКељСІЃЌдНРДдНЖрЕФЦѓвЕзЂжиИпаТММЪѕЕФВЛЖЯв§НјЁЃдкЙЄвЕздЖЏЛЏШевцНјШЁЕФНёЬьЃЌЛњЦїЪгОѕММЪѕЕФаавЕгІгУвВдНРДдНЙуЗКЃЌдНРДдНЪмЕНгУЛЇЕФШЯПЩгыЧрэљЁЃ