医药生产已经实现了高度自动化,但再精密的生产设备也有会出错的时候,只不过发生概率被控制在非常小的范围内。如果一个生产环节出错,就会直接影响到药品品质,最终带来非常严重的医药事故。
药品是一个事关患者生命健康安全的重要物品,容不得半点马虎,如果只用人工来进行药品检测,耗时有耗力,还会加重企业运行成本。因此药机企业应积极的将机器视觉技术应用到药机中去,提高制药机械设备的自动化水平及生产高效、高质量的药机,满足下游制药企业的需求。
机器视觉在医疗领域的应用一直在不断进步,从传统的药品包装、药瓶、标签等视觉检测到目前对生物芯片的检测,放射科的X放射等,都引入了机器视觉系统,完成对图像信息的采集、存储、管理、处理及传输等功能,使得图像资料得以有效管理和充分利用,也为行业提供强有力的技术支持。
在药品制造生产环节中,是不允许出现一丝一毫差错的。因此制药企业不断发展日益成熟的机器视觉系统,以避免出现品质问题。面对药品和医疗器械安全性问题重要性的不断提升,越来越多的生产厂商将机器视觉技术引入实际生产中来,以达到提高生产效率,加强产品品质保障的目的。而利用机器视觉技术,实现葡萄糖质量的自动检测便是机器视觉技术在药品检测领域中的典型应用之一。
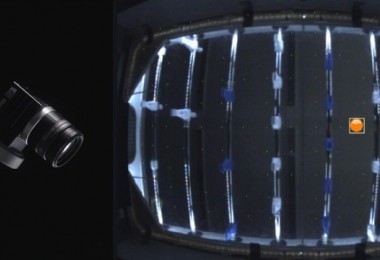
在药品及药瓶包装检测方面,机器视觉技术也在发光发热。上图所示为机器视觉药瓶标签检测,该检测系统使用3台面阵相机组合,能够对药瓶进行360°拍摄,确保能够获取到标签图像,然后对标签的印刷字符进行读取,判断印刷质量并识别型号。该解决方案适用于医药行业产品标签检测、型号识别/读取等。
在自动化行业飞速发展的今天,机器视觉技术已然成为了一个崛起的新兴行业,但目前还未得到广泛应用的主因是产品成本过高,还没形成广泛应用的环境。不过,从将来的发展角度来看,长期积累的人工检测成本将会与机器视觉设备持平,在高速生产线上匹配机器视觉设备将会是一个明显的发展趋势。伴随医药企业逐渐提升档次及逐渐完善,企业对机器视觉技术的需求将越来越普遍。